Soudage par faisceau d’électrons
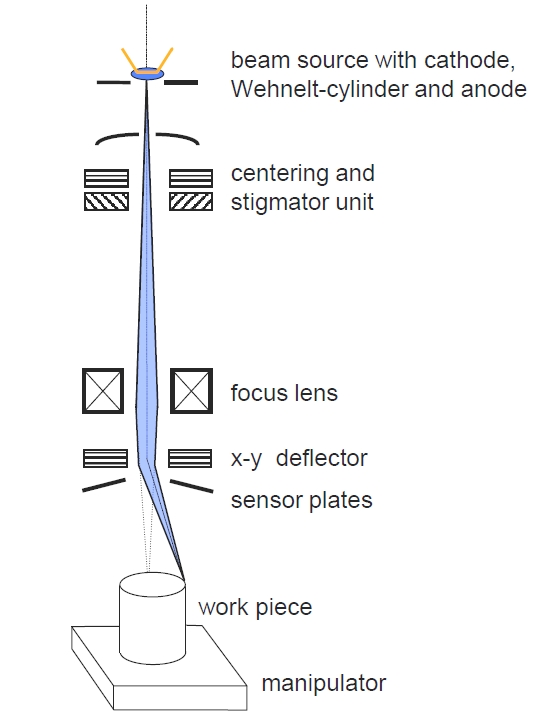
Cette technologie de soudage fait partie de la catégorie « soudage par faisceau ». L’énergie nécessaire pour le soudage est transmise à la pièce par un faisceau d’électrons, libéré d’un canon à électrons, concentré, accéléré à environ la moitié de la vitesse de la lumière (150 000 km/s) et dirigé sur la pièce à souder. En cas de puissance suffisante, la pièce va fondre localement et va partiellement s’évaporer.
Parce qu’un faisceau d’électrons est rapidement dispersé dans le gaz, ce procédé a presque toujours lieu dans le vide. Le soudage sous vide a comme avantage principal qu'aucune oxydation ou interaction avec l’oxygène ou l’hydrogène ne se produit pas. Cette fonction est idéale pour le soudage des matériaux qui s’oxydent très rapidement comme le tungstène, le molybdène, le titane, le zircon, qui par exemple sont utilisés dans l’industrie aéronautique.
Applications
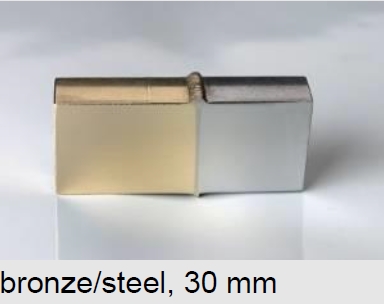
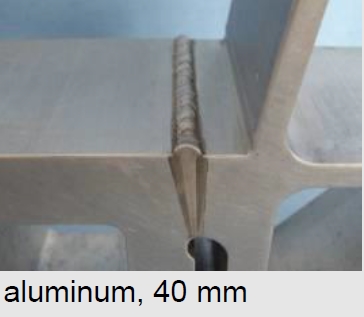
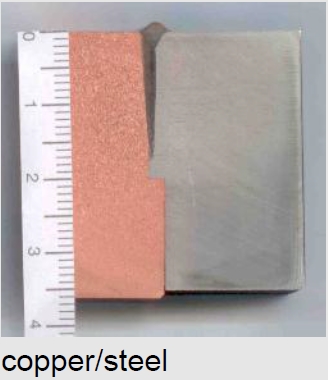
Le secteur automobile s’intéresse aussi à cette technique : un minimum de distorsion est un gros avantage quant à la production en série des engrenages de la boîte de vitesses. Les composants électroniques sont aussi soudés par faisceau d’électrons en raison de la haute précision et de l’apport d’énergie thermique faible, ce qui permet de protéger l’électronique. Sur quelques millimètres de la soudure, il n’y a pas d’influence thermique. On peut également souder des matériaux dissemblables à l’aide de cette technique.
Avantages
- Faible consommation d’énergie
- Haute reproductibilité en raison du degré élevé d’automatisation
- Qualité excellente de la soudure grâce à l’apport de chaleur et à la déformation limités
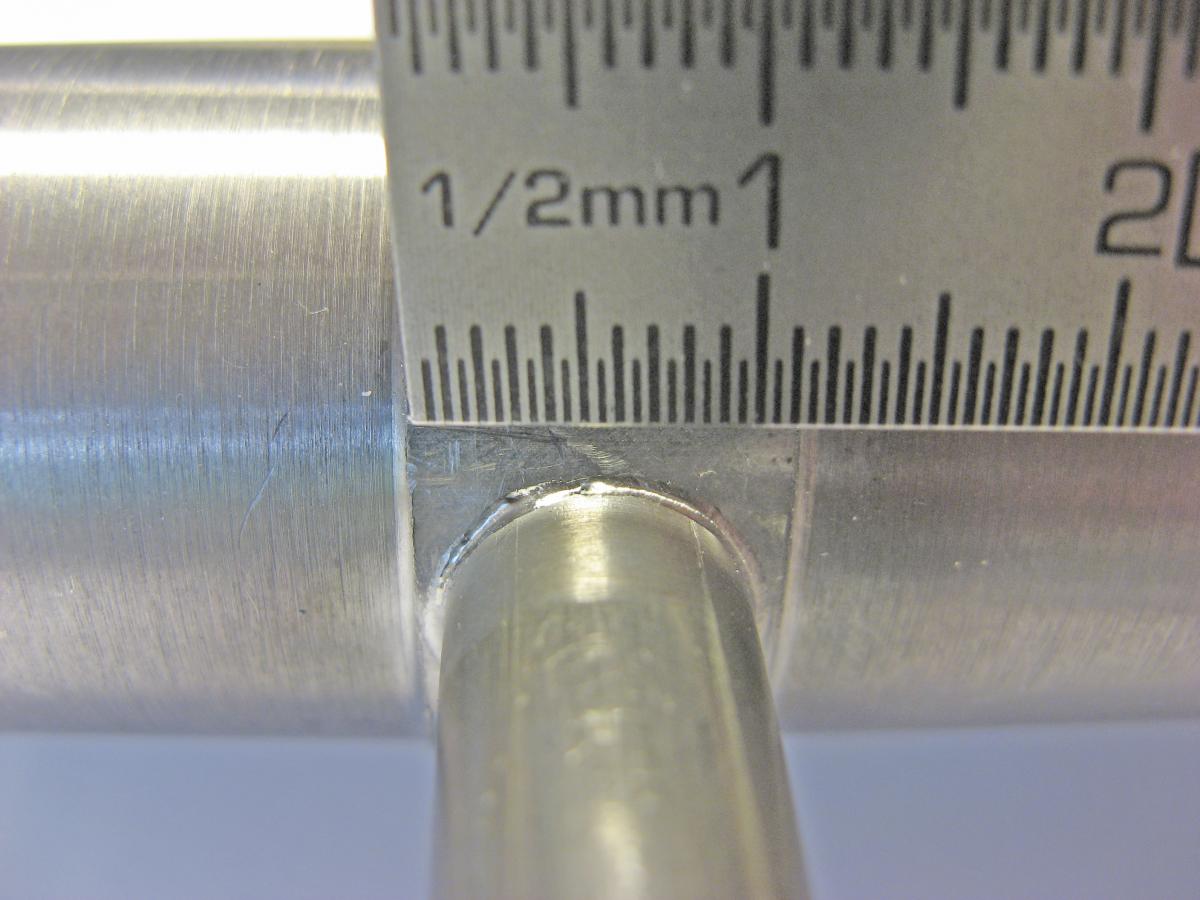
- Soudures minces avec des zones affectées thermiquement étroites (moins de 10:1)
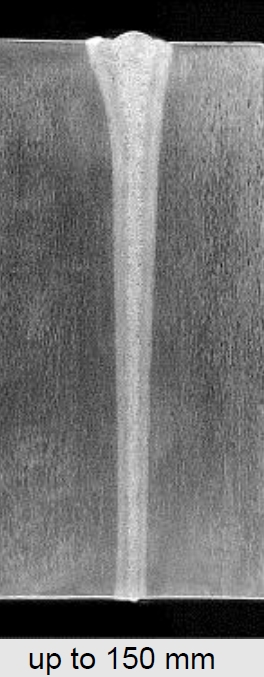
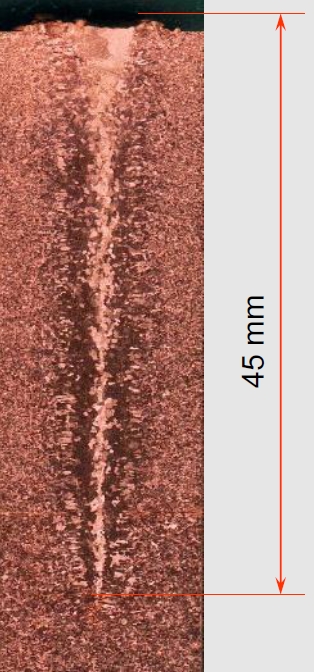
- Soudures profondes, de plus de 100 mm
- vitesse de soudage élevée jusqu'à 250 mm/s
- Soudage des pièces à paroi épaisse à des coûts réduits.
Étude de faisabilité
L’IBS peut faire une évaluation de la faisabilité de ce procédé pour vos matériaux ou applications. Grâce au réseau de partenaires, nous pouvons également effectuer des essais de soudage, suivis d’une caractérisation complète de la soudure.. Pour toute autre question, veuillez contacter Wim Verlinde.



ir. Wim Verlinde
