Elektronenbundel lassen
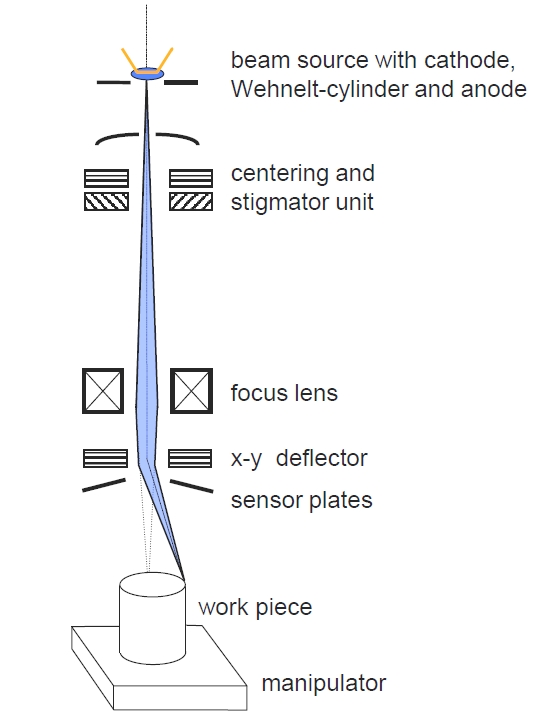
Deze lastechniek wordt gerekend tot de categorie "bundellassen". De energie voor het lassen wordt aan het werkstuk toegevoegd doordat in een elektronenkanon een bundel elektronen wordt vrijgemaakt, gefocusseerd en versneld tot ongeveer de helft van de lichtsnelheid (150.000 km/s) en op het werkstuk gericht.
Bij voldoende vermogen zal het werkstuk plaatselijk smelten en deels verdampen.
Omdat een elektronenbundel in gas snel verstrooid wordt, vindt dit proces bijna altijd plaats in vacuüm. Het lassen onder vacuüm heeft als belangrijk voordeel dat er geen oxidatie optreedt of geen interactie met zuurstof of waterstof. Dit is ideaal voor het lassen van materialen die zeer snel oxideren zoals wolfraam, titaan, molybdeen, zirkoon, die bv. worden gebruikt in de vliegtuigbouw en ruimtevaart.
Toepassingen
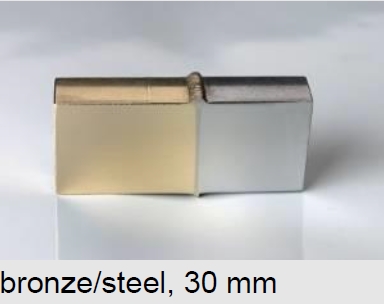
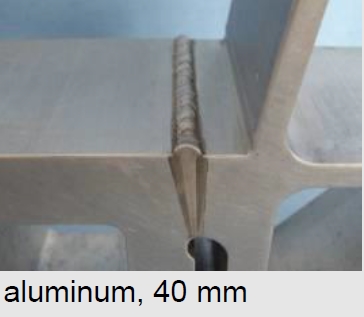
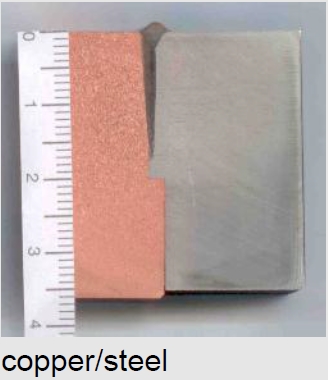
De automobielsector is eveneens geïnteresseerd in deze techniek : minimale vervorming is een groot voordeel bij de serieproductie van de tandwielen van de versnellingsbak. Elektronische componenten worden eveneens gelast met de elektronenbundel omwille van de hoge precisie en de lage warmte-inbreng, waardoor de elektronica beschermd blijft. Op enkele millimeters van de las, is er geen thermische invloed waar te nemen. Er kunnen met deze techniek ook ongelijksoortige verbindingen gerealiseerd worden.
Voordelen
- Gering energieverbruik
- Hoge reproduceerbaarheid vanwege de hoge automatiseringsgraad
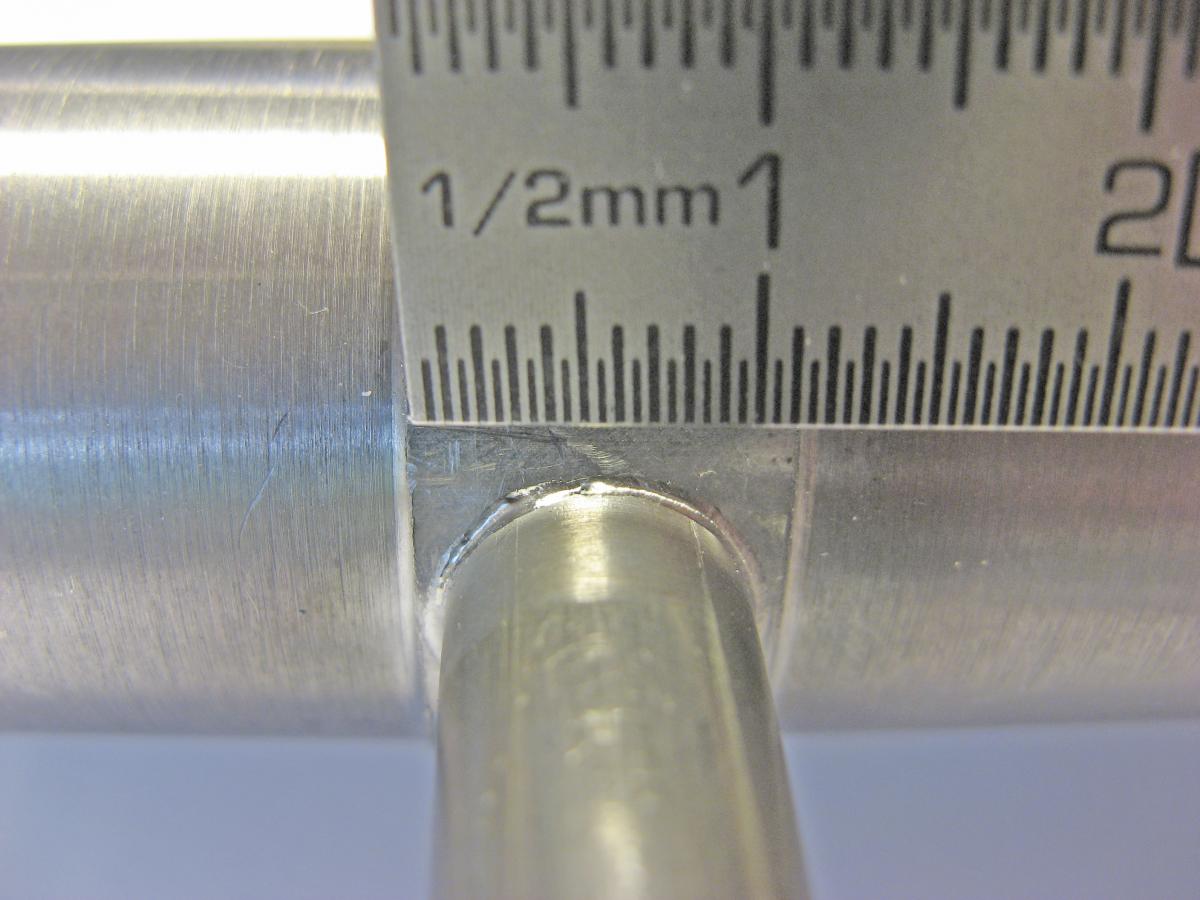
- Uitstekende lasresultaten door minimale warmtetoevoer en minimale vervorming
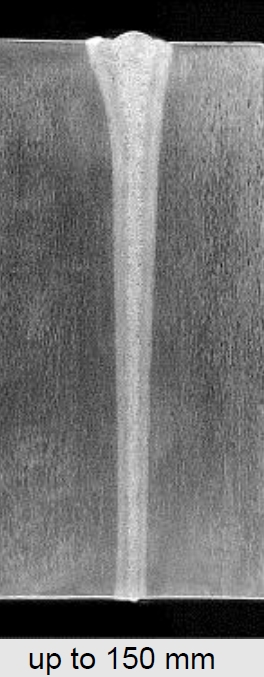
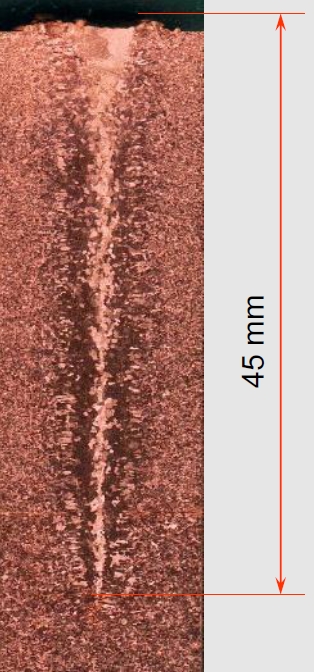
- Dunne lasnaden met smalle warmte-beïnvloede zone (minder dan 10:1)
- Lasdiepte van meer dan 100 mm wanddikte is mogelijk
- Hoge lassnelheid tot 250 mm/s
- Kostenvoordeel bij de bewerking van dikwandige onderdelen
Haalbaarheidsonderzoek
Het BIL kan de haalbaarheid inschatten van dit proces voor uw materialen of toepassingen. Via het partnernetwerk kunnen we ook lasproeven laten uitvoeren met daaropvolgend een volledige laskarakterisatie. Voor verdere vragen, neem contact op met Wim Verlinde.



ir. Wim Verlinde
