FRIEX-lassen
Het baanbrekend volautomatisch lasproces “FRIEX” is het resultaat van jaren onderzoek met de steun van het IWT (nu Vlaio) en een intensieve samenwerking tussen Denys, het BIL en Labo Soete van de Universiteit Gent.
Het conventioneel lasproces zoals vandaag toegepast in de pijplijnwereld is een fusielasproces, waarbij het metaal tot smelttemperatuur wordt gebracht. Hierbij wordt toevoegmateriaal gebruikt, zoals elektroden of lasdraad, en worden beschermgassen toegepast om de vlamboog te beschermen tegen oxidatie.
De warmte-inbreng in de warmte-beïnvloede zone (WBZ) en het lasmetaal wordt sterk gedoseerd om de gewenste treksterkte, hardheid en kerftaaiheid te verkrijgen. Verder ontstaan tijdens het fusielasproces in het smeltbad chemische reacties die beheerst moeten worden.
Ontwikkeling van een nieuw lasproces
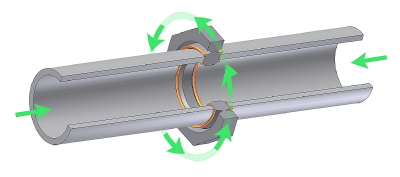
FRIEX, het nieuwe lasproces van Denys, is een wrijvings- en smeedlasproces waarbij geen smeltfase optreedt en daarom een lasproces in vaste fase wordt genoemd.
De warmte-inbreng is automatisch geregeld door een nauwkeurige controle van de parameters. Door het aanbrengen van een axiale druk op de te lassen buisleidingen en door de relatieve beweging tussen het draaiende lasschijfje en de buiseinden ontstaat warmte in de wrijvingsvlakken. De energie nodig om de wrijving te overwinnen, wordt omgezet in warmte. Naarmate de warmte in de contactvlakken toeneemt, vermindert de wrijvingsweerstand door de toenemende plasticiteit van het metaal.
Onder invloed van de axiale druk op de buisuiteinden ontstaat een lasbraam aan binnen- en buitenkant van de buiswand. De aanwezige verontreinigingen in de contactvakken worden naar buiten gedrukt. Wanneer dit opwarm- en zuiveringsproces voldoende is geëvolueerd, wordt de relatieve beweging bruusk stopgezet en wordt de explosieve smeeddruk aangebracht waardoor de lasverbinding ontstaat; dit is meteen het einde van de lasfase. Het gehele lasproces duurt ongeveer 15 à 20 seconden.
Om de lasverbinding af te werken is er op de inwendige centreerklem een automatisch freesmechanisme voorzien voor het wegfrezen van de inwendige lasbramen tot de binnenwand glad is ter hoogte van de lasnaadverbinding. Uitwendig is eveneens een dispositief voorzien voor het wegdraaien van de uitwendige lasbraam, om later een perfect aansluitende bekleding op de pijp te kunnen aanbrengen.
Door het controleren van de lasparameters met een processturing kunnen foutloze lassen gerealiseerd worden. Door verder deze procesparameters te registreren is de kwaliteit van de las geformaliseerd en verzekerd. De onderzoekfase die we nu doormaken is noodzakelijk voor het kwalificeren van de lasmethode conform met de internationale normen en de in het vak heersende randvoorwaarden voor het pijpleidinglassen.
Voordelen
Deze volautomatische lasmethode heeft een groot aantal voordelen t.o.v. het conventioneel fusielassen. Vooreerst is de warmte-inbreng door de zeer korte lastijd beperkt. Door de uitdrijving van de onreinheden via de lasbraam is de warmte beïnvloede zone (WBZ) zeer klein. Verder ontstaat er een rekristallisatie en korrelverkleining in de WBZ door het smeden en de vervorming die optreedt. Dit zorgt voor een verbetering van de kerftaaiheid in die zone.
Het lasproces vereist enkel operatoren en kan uitgevoerd worden met een beperkte personeelinzet. Het proces is een duurzame technologische ontwikkeling, aangezien rookgassen en stralingen niet vrijkomen en het proces kan uitgevoerd worden met een minimum energieverbruik.
De automatische kwaliteitsregistratie bevordert de naspeurbaarheid en de kwaliteitsbeheersing. Deze lasmethode is een grensverleggende transitie in de conservatieve wereld van de pijplijnbouw.


dr. ir. Koen Faes
