ALUWELD : Techniques de soudage des alliages d’aluminium – Soudage hybride arc/laser et Soudage par friction malaxage
Ce projet de recherche est conduit par l’Institut Belge de la Soudure (IBS) et implique l’Université Catholique de Louvain – Unité de Production Mécanique et Machines (UCL-PRM), et le Laser Center Flanders (LCF) du Flemish institute of technological research (VITO).
Procédés de soudage
Le FSW et HLW permettent de souder plus rapidement, avec moins de défauts et donc d’une manière plus économique des alliages d’aluminium à haute résistance (série 2xxx, 6xxx et 7xxx). De plus, ces procédés de soudage sont totalement automatiques ce qui permet d’atteindre de meilleures propriétés des joints soudés et de pallier au manque de bon soudeurs. Un avantage supplémentaire réside dans la faible déformation engendrée par ces procédés de soudage.
La connaissance pratique de ces procédés est entre les mains de compagnies étrangères, souvent très grandes comme Boeing, Airbus, Sapa, Volkswagen, Audi, … qui ont investi massivement dans la recherche et le développement de ces procédés. Il n’est pas nécessaire de préciser que leurs connaissances sont confidentielles.
But du projet
Vu l’importance des investissements nécessaires, il est capital que les entreprises intéressées (en particulier les PME flamandes) soient conscientes des possibilités d’application de ces procédés.
Le but du projet était de développer le FSW et HLW, d’acquérir du savoir-faire ainsi que de déterminer les différents paramètres qui influencent les propriétés des joints soudés. Ce dernier objectif montre l’importance de la modélisation numérique qui était menée dans ce projet par Cenaero.
L’optimisation des procédés était suivie par une caractérisation des joints par l’IBS ainsi qu’une analyse de coût.
Les résultats de laboratoire étaient ensuite adaptés aux applications industrielles dans le but de stimuler l’utilisation de ces procédés de soudage dans les PME.
Le FSW et HLW étaient comparés entre eux ainsi qu’avec les procédés de soudage classiques à l’arc au niveau de la qualité des joints et de l’avantage économique. Des pièces de démonstration représentatives d’applications potentielles en industrie étaient produites.
Description du projet
Principes de fonctionnement
Le FSW et HLW sont deux procédés de soudage fort différents.
Le principe de base du FSW (inventé en 1991 par Wayne Thomas du Welding Institute) est décrit ci après.
Un outil rotatif constitué d’un pion profilé et d’un épaulement est enfoncé dans la matière jusqu’à ce que l’épaulement touche la surface du matériau à souder. La matière est donc chauffée par friction à des températures où elle est facilement déformable. Lorsque l’outil avance, la matière s’écoule de l’avant vers l’arrière du pion pour former le joint soudé. Un système de clammage performant est nécessaire pour obtenir de bon joints.
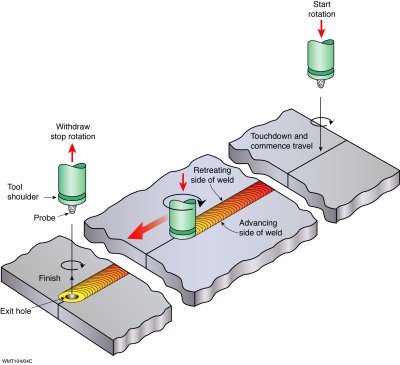
Figure 1: Principe de base du FSW. Le joint est formé par un outil rotatif, constitué d’un pion profilé qui est enfoncé dans la matière, et un épaulement qui chauffe la matière par friction.
Il est essentiel de noter que le procédé FSW est un procédé de soudage à l’état solide. C’est pourquoi les problèmes inhérents aux procédés de soudage par fusion d’alliages d’aluminium à haute résistance comme les fissures, la porosité ainsi que la diminution de résistance de la zone affectée thermiquement ne sont pas rencontrés en Friction Stir Welding.
De plus, le retrait des oxydes qui constitue une grande partie du temps de préparation des joints à souder ainsi qu’une protection gazeuse ne sont pas nécessaires.
L’équipement utilisé dans ce projet est une fraiseuse adaptée pour le FSW. Les licences nécessaires ont été obtenues du Welding Institute.

Figure 2: Fraiseuse adaptée pour le FSW, à UCL-PRM
Le procédé de friction malaxage n’est pas limité à la soudure des alliages d’aluminium: des résultats encourageants ont été obtenus avec des alliages de titane, de cuivre, de nickel, de magnésium ainsi qu’avec l’acier, l’acier inoxydable, des thermoplastiques, MMC (metal-matrix composites),…
Le procédé de soudage HLW est une combinaison du soudage par laser et par arc. Les deux procédés sont utilisés simultanément dans le même bain. La haute vitesse de soudage du soudage laser est combinée avec la robustesse du soudage à l’arc. En soudure HLW, une augmentation de la profondeur de pénétration et de la vitesse de soudage (1-10 m/min) permet de déterminer une zone où l’interaction des deux procédés est stable. La zone affectée thermiquement est plus étroite que en soudage traditionnel à cause d’une quantité d’énergie introduite dans le joint plus faible. L’application du soudage hybride arc/laser permet de réduire la préparation des joints et la présence de porosité dans le joint en comparaison avec le soudage laser.
Dans ce projet, le laser est un laser Nd:YAG (neodymium doped yttrium aluminium garnet), et le soudage à l’arc est un MIG pulsé. Ces procédés sont combinés dans une tête laser hybride Fronius.

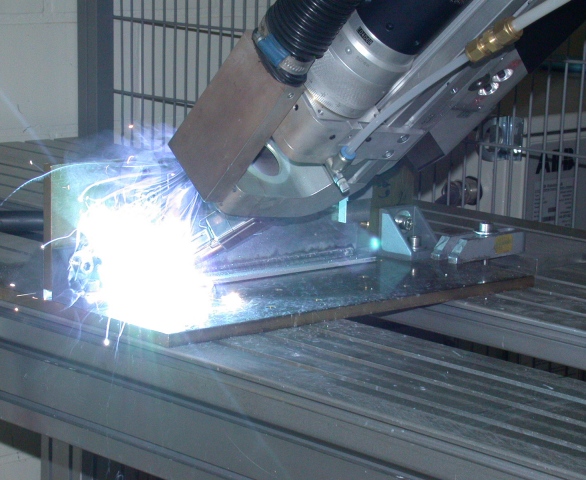
Figure 3: Appareillage HLW à Laser Center Flanders (VITO)
En dehors de l’aluminium, le HLW a déjà été appliqué avec succès sur l’acier et l’acier inoxydable.
Partenaires de recherche (soudage)
Dans ce projet, UCL-PRM s’occupe des joints soudés par friction malaxage à Louvain la Neuve et LCF des joints soudés par laser hybride à Mol.
|
Figure 4: FSW à UCL-PRM |
Figure 5: HLW à LCF (VITO) |

Applications
Les champs d’application du FSW et HLW sont:
- La construction navale: plate-forme, structures, yachts,…
- Le secteur ferroviaire: containers, structures…
- L’aéronautique: structure des ailes, panneau du fuselage, réservoir d’essence…
- Le domaine spatial: réservoir cryogéniques, composants moteur,…
- Le secteur du transport: roues, suspensions, structures de cars et remorques, réservoirs, …
- Le secteur de la construction: ponts, panneaux, châssis, échangeur de chaleur,…
- Machines
- Industrie électrique: interrupteurs, boite moteur pour moteurs électriques,…
- Autre: piquets pour tentes, produits complexes basés sur des profilés extrudés, …
Résultats
Alliages à souder
En accord avec les entreprises impliquées dans le projet, les alliages d’aluminium suivant étaient soudés par Friction Stir Welding (avec des épaisseurs de 1,5mm à 8mm):
- 2024-T3
- 5754-O
- 5182-H111
- 5083-H111
- 6056
- 6061-T6
- 7475
- EN AC-46000 (aussi appelé 226D)
De la même manière, les alliages suivant ont été sélectionnés pour être soudés par HLW (avec des épaisseurs de 1,5mm à 8mm):
- 5754-O
- 5182-H111
- 5083-H111
- 6056
- 6082-T6
- EN AC-46000 (226D)
Lorsque les paramètres de soudage optimum seront trouvés pour chaque alliage, les soudures étaient caractérisées par l'IBS (résistance à la traction, test de flexion, examen microscopique, mesures de micro-dureté, test de corrosion, résistance à la fatigue,…)
Resultats
Pour ce projet, une revue de la littérature détaillée a été réalisée et comprend des données sur les alliages utilisés dans le projet et un état de l’art du FSW et HLW.
L’étude s’est concentrée sur les alliages de la série 5xxx (5754-O,5182-H111, 5083-H111) qui ne sont pas à durcissement structural. De bon résultats en FSW et en HLW ont été obtenus pour la résistance à la traction.
Des vitesses de soudage supérieures à 1 m/min ont donné de bon résultats pour le soudage de 5754-O, 5182-H111 et 5083-H111 par HLW.

Figure 6: Macro d’une soudure de 5754-O realisée avec HLW (vitesse de soudage: 1,5 m/min, métal d’ apport : 5183 ). Il y a peu de soufflures. Sans réactif, x12,5
En soudage par friction malaxage, de meilleurs résultats ont été obtenus avec un outil plus résistant.
L’étude microscopique des joints avec le réactif de Pulton a permis d’identifier les défauts caractéristiques en Friction Stir Welding.
Des mesures de micro-dureté ont montré que les alliages de la série 5xxx ne présentent pas de diminution de la dureté dans la zone affectée thermiquement ni en FSW ni en HLW.
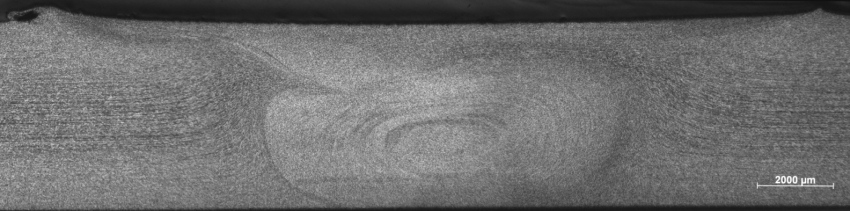
Figure 7: Macro d’une soudure de 083-H111 realisée avec FSW. La microstructure caractéristique est bien visible. Réactif: Pulton, x12,5
Plus d'information
dans les publications :