ALUWELD : Innovative welding of aluminium alloys – Hybrid Laser Welding and Friction Stir Welding
This collective research project was performed by the Belgian Welding Institute (BWI). The research partners of BWI in this project are Université catholique de Louvain – Unité de Production Mécanique et Machines (UCL-PRM), and the Laser Center Flanders (LCF) of the Flemish institute of technological research (VITO).
Processes
FSW and HLW are offering many possibilities in welding high strength aluminium alloys (that is, the 2xxx, 6xxx and 7xxx series of aluminium alloys) in a faster, flawless and hence more economical way. Moreover, these welding processes are fully automatic, which is becoming ever more necessary nowadays in order to achieve a higher efficiency, as well as due to a lack of good welders. An additional advantage in using these welding techniques is lesser deformation.
There was no known industrial experience with FSW and HLW in Belgium. Practical knowledge about the processes was in the hands of foreign, often very large companies (such as Boeing, Airbus, Sapa, Volkswagen, Audi…), which have done substantial expenses in research and development. Needless to say that their knowledge is proprietary.
Project goals
Due to the high investments needed for these processes, it is of great importance that potentially interested companies (Flemish SME’s in particular) are fully aware of the capabilities in welding aluminium alloys with these processes for the applications they have in mind.
Therefore, this project aims to get to know FSW and HLW, and to acquire know how about both processes and about the different parameters playing a role in obtaining the desired properties of the welded joint. The latter shows the importance in numerical modelling of the welding processes, which will be executed by Cenaero.
The welding processes need to be optimized, by enhancing flexibility and productivity, following by characterization of the joints by BWI and cost-benefit analysis.
The laboratory results were “converted” into industrial applications, in order to stimulate the use of these welding processes in SME’s.
FSW and HLW were compared with each other, as well as with the “traditional” arc welding processes, concerning both quality of the welded joints and economical profitability. At a later stage, welded demonstration pieces were produced which are representative for potential industrial applications.
Project description
Processes
When the actual processes of FSW and HLW are compared, it is clear that these welding techniques are very different.
The base principle of FSW (invented in 1991 by Wayne Thomas of The Welding Institute) is as follows. A rotating tool, consisting of a pin with special profiling and a shoulder, is forced down into the material until the shoulder meets the surface of the material. The material is thereby frictionally heated to temperatures where it is easily plasticised. As the tool is moved forward, material is forced to flow from the leading to the trailing side of the pin, and a joint is formed. It is obvious that a very good clamping system in order to obtain good joints.
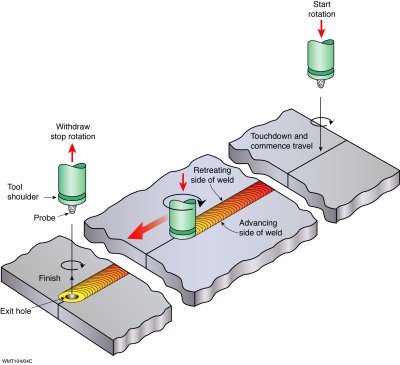
Figure 1: Working principle of Friction Stir Welding: the joint is created by a rotating tool, consisting of a profiled pin being forced into the material, and a shoulder which provides frictional heating on the surface of the workpiece.
It is essential to note that no melting whatsoever occurs with FSW: in every stage of the process, the joining is achieved in solid state.This is the reason why problems inherent in fusion welding of high strength aluminium alloys (such as hot cracking, porosity, unacceptable strength loss in the heat-affected zone) do not occur in friction stir welding.
Besides, there’s no need for either oxide skin removal (which means that a great part of joint preparation is no longer necessary), or shielding gases.
The FSW equipment used in this project is a milling machine adapted for the FSW process. The necessary licenses for this machine were obtained indefinitely from The Welding Institute.

Figure 2: Milling machine adapted for the FSW process, at UCL-PRM
FSW is not limited to welding aluminium alloys: promising results were already obtained on welding of titanium alloys, copper alloys, nickel alloys, magnesium alloys, steel, stainless steel, thermoplastics, metal-matrix composites (MMC’s), etc.
HLW on the other hand can be regarded as a combination of laser welding and arc welding. Both processes are simultaneously acting upon the same weld pool. The high welding speed and productivity of laser welding are combined with the robust arc welding process. When applying HLW, an increase in both penetration depth and in welding speed (1 up to 10 m/min) can be ascertained, and the interaction between both processes leads to a stable welding process. The heat-affected zone is narrower than with traditional welding processes due to the lower heat input.
Application of laser/MIG hybrid welding allows a decrease in joint preperation, and lesser porosity in the welds when compared with laser welding.
In this project, the laser is a Nd:YAG laser (neodymium doped yttrium aluminium garnet), and the arc welding process is pulsed MIG. These processes are combined in a Fronius hybrid laser welding head.

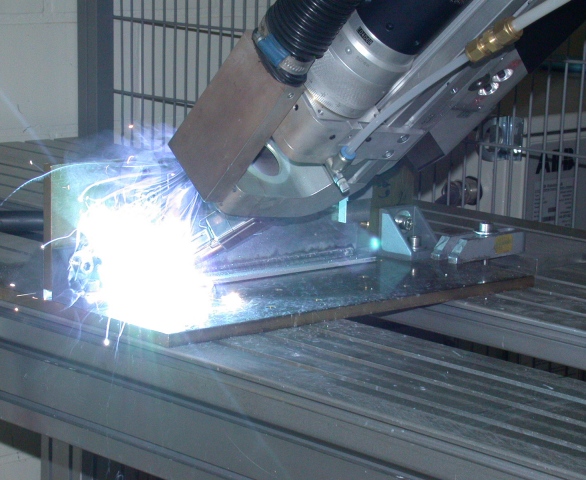
Figure 3: HLW equipment at the Laser Center Flanders (VITO)
Besides welding aluminium, HLW has already proven its success on welding steel and stainless steel.
Research partners
In this project, FSW welding trials were performed by UCL-PRM in Louvain-La-Neuve, and HLW by LCF in Mol.
|
Figure 4: FSW at UCL-PRM |
Figure 5: HLW at the Laser Center Flanders (VITO) |

Applications
Typical application fields of FSW and/or HLW could be (or already are):
- ship building: platforms, structures, helicopter decks, yachts…
- railway: containers, wagon structures…
- aerospace: wing structures, fuselage panels, fuel tanks…
- space: cryogenic fuel tanks, parts of rocket motors…
- road transportation: wheels, suspension, tailored blanks, structures for buses and trailers, fuel tanks…
- construction: bridges, panels, windows, heat exchangers for airconditioning…
- machinery
- electrical industry: switches, crank-cases for electrical motors…
- other: structural profiles for tents, furniture, complex products based on extrusion profiles…
Results
Materials to be welded
In agreement with the interested companies involved in this project, the following aluminium alloys (with thicknesses between 1.5 mm and 8 mm) were welded with FSW:
- 2024-T3 (both Alclad and unclad)
- 5754-O
- 5182-H111
- 5083-H111
- 6056
- 6061-T6
- 7475
- high pressure die casting alloy EN AC-46000 (also known as 226D)
In the same way, materials (with thickness from 1.5 mm up to 8 mm) were selected which will be subjected to HLW:
- 5754-O
- 5182-H111
- 5083-H111
- 6056
- 6082-T6
- high pressure die casting alloy EN AC-46000 (226D)
When optimized welding parameters are found for each alloy, welds made with these parameters were characterized by BWI (tensile testing, bend testing, microscopical examination, microhardness measurements, corrosion testing, fatigue testing…).
Results
For this project, a detailed literature review was prepared, which gives information about the alloys used for the project and a comprehensive state-of-the-art about FSW and HLW, applied to aluminium.
The welding and weld examination was concentrated on the alloys of the 5xxx-series (5754-O, 5182-H111, 5083-H111), which cannot be strengthened by precipitation hardening. Good results were found concerning tensile strength, for both FSW and HLW.
Welding speeds of more than 1 m/min resulted in good welds for HLW of 5754-O, 5182-H111 and 5083-H111.

Figure 6: Macrograph of hybrid laser welded 5754-O alloy (welding speed: 1,5 m/min, 5183 filler metal). Pores in the weld metal are small and scarce. Unetched, x12,5
In FSW, better bend test results were obtained by using a more wear resistant tool material. Microscopical examination, using Pulton as etchant, allowed to identify characteric flaws in friction stir welds.
The microhardness examination showed that in the 5xxx series of aluminium alloys, neither by FSW nor by HLW a significant softening occurred in the heat affected zone.
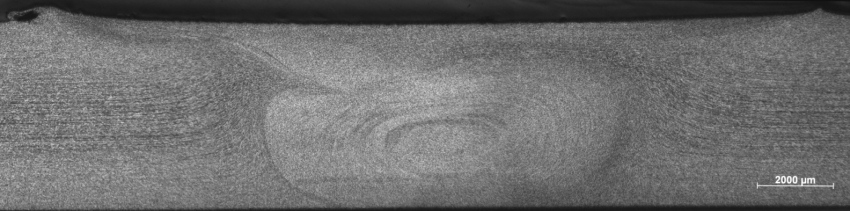
Figure 7: Macrograph of friction stir welded 5083-H111 alloy. Notice the characteristic annual ring structure. Etched with Pulton, x12,5