INNOJOIN : Assemblage thermique de tôles en matériaux dissemblables
But du projet
La recherche était une recherche industrielle appliquée, autrement dit une étude de l’utilisation possible des procédés pour certaines applications industrielles représentatives. Les entreprises étaient à même d'estimer si ces procédés sont utilisable pour leur application spécifique.
Description du projet
Nouveaux procédés
Ces dernières années sont apparus sur le marché de nouveaux procédés qui offrent de nouvelles possibilités pour la réalisation d'assemblages de matériaux dissemblables de bonne qualité.
Soudage par résistance
Avec un nouveau type de pinces de soudage par points, on travaille avec une bande process placée entre les électrodes et les tôles à souder. Cette bande permet d'influencer les résistances de contact et le développement de chaleur ce qui permet de souder des matériaux de différentes épaisseurs et même dissemblables.
- Clicquez ici pour plus d'information

Figure: Soudage par résistance avec bande process (Source: Fronius)
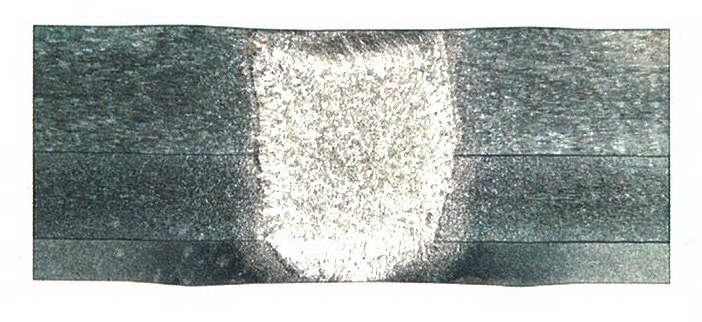
Figure: Soudage par résistance des matériaux d'épaisseurs différentes
(AlMg3 - épaisseurs : 1 - 2 - 3 mm)
Une autre technique de soudage par résistance, appelée soudage par résistance avec élément, fait usage d'un métal d'apport. Lors du soudage de l'aluminium à l'acier, l'élément en acier est placé dans une perforation de la tôle en aluminium. L'élément est soudé à la tôle en acier qui se trouve sous la tôle en aluminium.
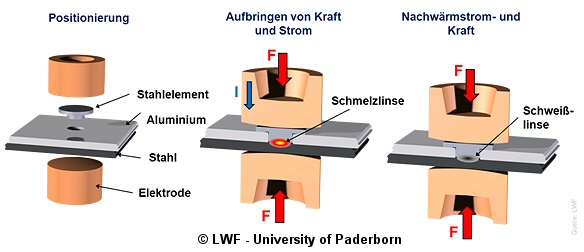
Figure: Soudage par résistance avec élément (Source: Laboratory of Materials and Joining Technology, Universiteit Paderborn)
Soudage par friction
Lors du soudage par friction avec élément, on applique une petite pièce en acier par ex. Comme dans la technique de soudage précédente, cette pièce est soudée par friction sur une autre tôle au travers d'une perforation faite dans la tôle du dessus. Diverses combinaisons de matériaux sont possibles.
- Plus d'information sur le soudage par friction.
- Publication Métallerie
 |
|

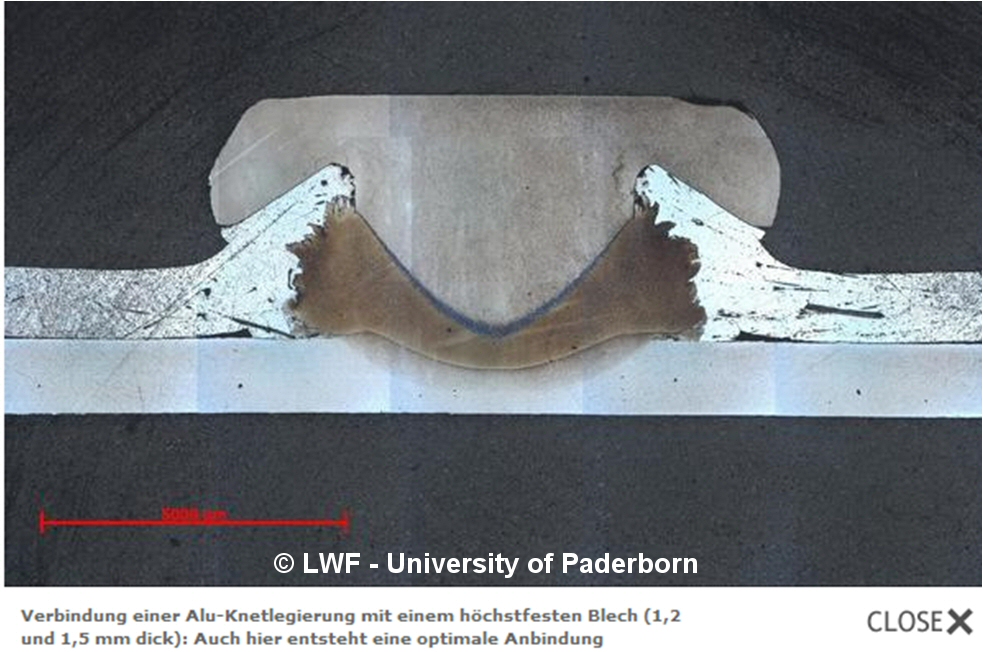
Figure: soudage par friction avec élément (Source : EJOWELD-project)
Source: Sampro
Lors du soudage friction spot, on met en rotation un pion profilé et un manchon. Le manchon déforme le matériau plastiquement. Le pion se déplace alors vers le haut. Après avoir atteint une profondeur de pénétration suffisante, le manchon en rotation est retiré et le pion pousse le matériau plastique dans la zone de la soudure afin de créer l'assemblage.
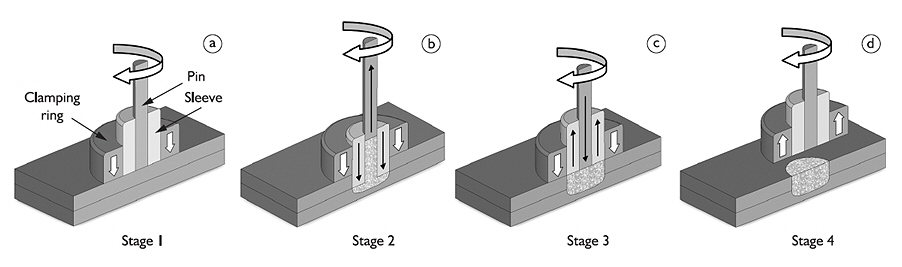
Figure: Soudage friction spot (© SLV München)
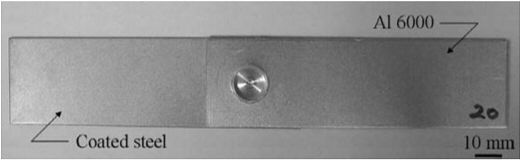
Figure: Soudage friction spot (© SLV München)
 |
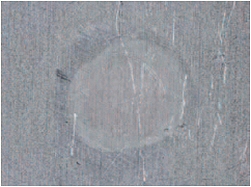 |
Figure: Soudage friction spot (© SLV München)

Figure: Machine à souder friction spot de l'IBS
- Plus d'information sur le soudage friction spot
Dans le soudage par points à ultrasons, on utilise couramment un système muni d'une sonotrode latérale. L'embout de la sonotrode est en contact avec la pièce à souder supérieure. La figure montre un exemple d'une soudure par points à ultrasons de l'aluminium sur l'aluminium.

Figure: sonotrode dans le soudage par points à ultrasons
(source: Institut Belge de la Soudure)

Figure: Soudage par points à ultrasons : aluminium - cuivre
(Source: Schunk Sonosystems)

Figure: Soudage par points à ultrasons : aluminium - cuivre
(Source: Schunk Sonosystems)
Lors du soudage par friction-malaxage, un outil rotatif constitué d’un pion profilé et d’un épaulement est enfoncé dans la matière jusqu’à ce que l’épaulement touche la surface du matériau à souder. La matière est ainsi chauffée par friction à des températures où elle est facilement malléable sans entrer en fusion. Lorsque l’outil avance entre les tôles, la matière s’écoule de l’avant vers l’arrière du pion pour former le joint soudé. Ce procédé permet de créer des assemblages tant linéaires que par points.
- Plus d'information : soudage par friction-malaxage
- Plus d'information : Soudage par friction-malaxage des alliages d'aluminium
- Projet CASSTIR

Figure: Soudage par friction-malaxage (Source : CEWAC)
Soudage au laser
Le soudage au laser a, par rapport aux procédés de soudage à l'arc conventionnels, un certain nombre d'avantages. Ainsi, le procédé de soudage est beaucoup plus rapide et beaucoup moins de chaleur est apportée dans le métal de base. On a une soudure très étroite avec une pénétration relativement forte et moins de déformation. Certains matériaux dissemblables peuvent souvent être soudés au laser sans métal d'apport.
Dans le soudage au laser, les facteurs cruciaux sont le positionnement du rayon laser ainsi que l'appareillage de bridage et l'ouverture qui doit être aussi petite que possible. Afin de résoudre le problème de ces limitations et de cette préparation précise, le soudage au laser hybride a été mis au point.
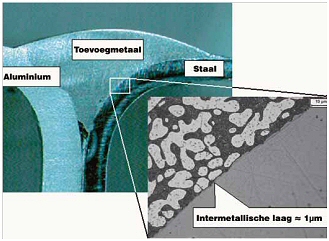
Figure: Aluminium-acier réalisé avec “fluxless laser brazing”. (Source: Corus)
Procédés de soudage à l'arc
Le procédé "Cold Metal Transfer" (CMT) est une variante du procédé de soudage MIG/MAG. Par accouplement du dévidage du fil au déroulement du courant et de la tension, ce procédé permet de souder avec un apport calorifique très faible.
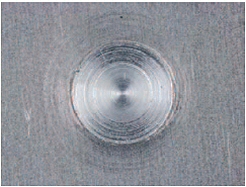
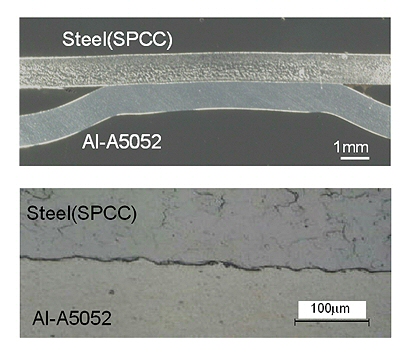
Soudure à recouvrement réalisée avec le procédé CMT entre une tôle supérieure en aluminium et une tôle inférieure en acier. Sur la figure de droite, on peut voir que l'aluminium est en fait brasé à l'acier. (Source: Fronius)
Soudage par impulsion magnétique
Le soudage par impulsion magnétique appartient au groupe des procédés de soudage par pression qui permettent de réaliser un assemblage entre deux surfaces en les pressant l'une contre l'autre. Le soudage par impulsion magnétique est un procédé par pression où la déformation et l'impact se font très rapidement. Ce procédé permet de réaliser des assemblages entre des métaux et alliages totalement différents, difficilement soudables avec les procédés de soudage par fusion conventionnels.
- Plus d'information sur le soudage par impulsion
 |
 |
Figure: Soudage par impulsion magnétique de tôles
(Source: M. Kashani - Tokyo Metropolitan College of Technology & PSTproducts)
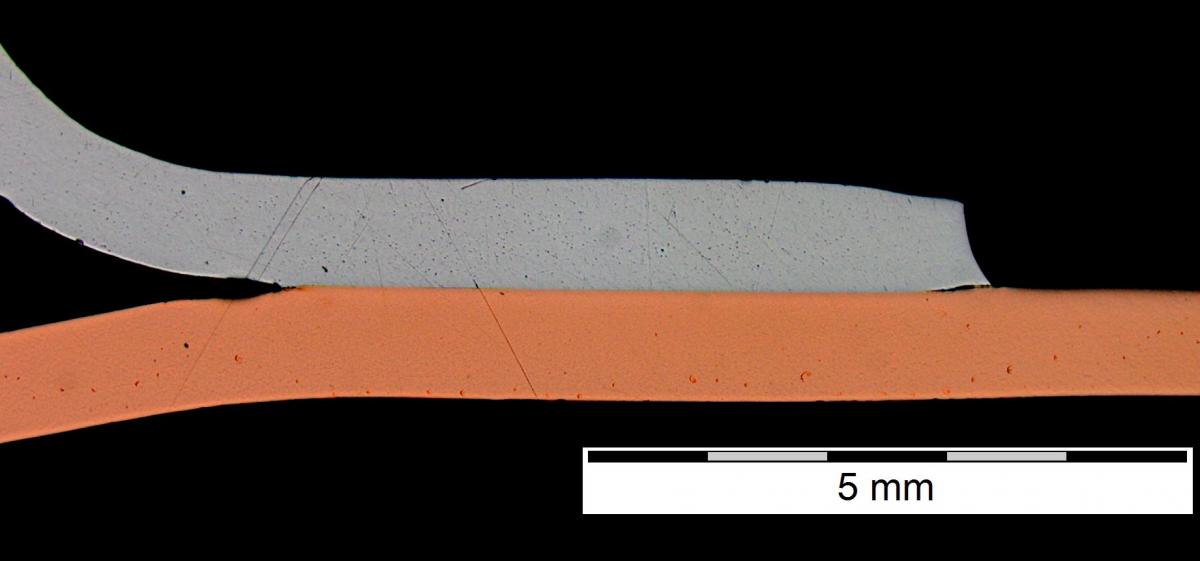
Figure: Soudage par impulsion magnétique de tôles : Cuivre - aluminium

Figure: Soudage par impulsion magnétique de tôles : Cuivre - aluminium - Detail
Résultats
Résumé des résultats
- Cliquez iici pour télécharger le résumé des principaux résultats
- Publication : Assemblage thermique de tôles en matériaux dissemblables
Aussi
- Assemblage des matériaux dissemblables
- HYBRISONIC: Ultrasonic supported processing of hybrid materials
- Join'EM : Assemblage du cuivre et de l’aluminium à l’aide des champs électromagnétiques
- MetalMorphosis : Impulsion électromagnétique pour composants mixtes métal-composite
- SOUDIMMA : Soudage par impulsion magnétique