SOUNDWELD: Quality inspection using acoustic emission monitoring
Acoustic emission monitoring
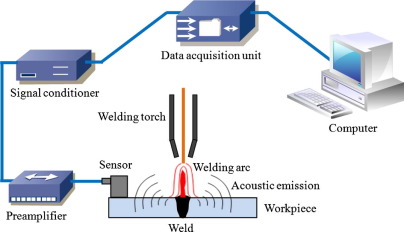
Nowadays acoustic emission (AE) is widely used for many different applications, ranging from monitoring welding processes to controlling the integrity of bridges during their lifespan. By using AEM as an in-line quality control system, it is possible to listen to the sounds emitted by materials during the investigated process. The main goal of AEM is to surveil industrial processes or structures in a non-destructive way.
The AEM technique is based on the detection and conversion of high-frequency waves into electrical signals. When a metal is stressed, for example during plastic deformation, fracture or other local instabilities, low-level sounds are emitted. The energy for these sounds originates from the stored elastic energy in the object or from externally performed work. The waves will cause a displacement at the surface that can be measured with a sensor. In order to accurately distinguish the signals originating from the AEM source, external sounds should be excluded. This can be done for example by looking into the frequency domain, since the sound waves of the material have relatively high frequencies.
AEM is currently being used for the surveillance of industrial processes or structures.
Acoustic emission monitoring of welding processes
Welding industries are faced with the need to monitor the weld quality and system integrity more frequently, in order to guarantee the structural functionality of the products. Hence, weld quality is becoming increasingly important as customer expectations increase. A primary concern is to detect weld defects fast, reliable and cost-effectively. Current destructive and non-destructive techniques are time-consuming and expensive and are not always appropriate for assessing the weld quality. AEM as an in-line quality control system allows to overcome the current limitations of the conventional characterization techniques.
AEM could eliminate or considerably reduce the post-production selective inspection, reduce the number of destructive tests and increase the reliability of the assembly process.
Acoustic emission monitoring adds a new dimension to NDT of welds. The wide-ranging applications of acoustic emission monitoring are illustrated by examples of real-time data from submerged-arc, gas tungsten-arc and resistance spot welding.
Advantages of this technique
- Cheaper and faster non-destructive control of welds
- Lower cost for optimizing welding parameters or determining the parameter window
- Real time system: Early and fast detection of welding defects possible
- Less destructive testing is possible
More information
Project goals
SOUNDWELD investigates a new promising real-time NDT method, based on acoustic emission during the welding process. AEM will be examined in a structured way for a variety of welding processes:
- Arc welding (MIG/MAG)
- Resistance spot welding
- Magnetic pulse welding
- Refill friction stir spot welding: The resulting interface in these welds differ significantly from conventional welds, resulting in a higher risk for overlooking defects when using conventional NDT methods.
The following sub-objectives are identified:
- to investigate the reproducibility of the AEM signals.
- to determine the appropriate AEM settings.
- to recognize weld defects based on AEM measurements.
- to develop a non-destructive weld quality monitoring system based on AEM.
Results
Project results
- You can download the preliminary results here : Master thesis "Acoustic emission as on-line tool for non-destructive inspection of welding"
- Download the publication "Real-time weld quality control of MIG/MAG welding"