SOUDIMMA : Electromagnetic pulse welding
Working principle
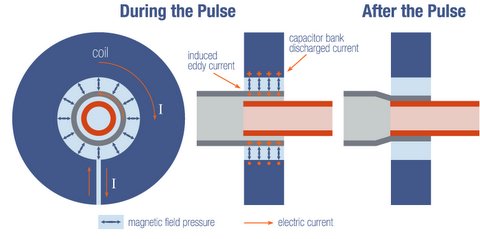
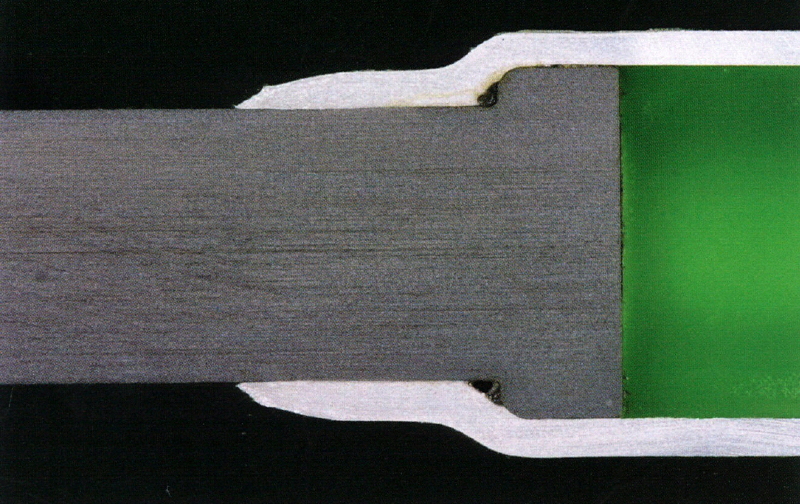
The basic principle is shown in the figure below. The workpieces are placed inside a coil. A large amount of energy is compressed and discharged in an extremely short period of time. Some systems can discharge up to than 2 millions amps in only 100 microseconds. The high energy flows in the coil, and the discharge of electric energy induces the so-called "eddy currents" in the external workpiece. Both currents (in the coil and in the external workpiece) induce magnetic fields, which oppose each other. The reaction forces between the opposing magnetic fields are forcing the external part towards the internal part at high velocity to cause welding. The impacting speed is more than 1000 km/h. This results in a permanent distortion, without spring-back of the workpiece.
The actual process lasts no longer then 100 microseconds. No protecting atmosphere, filler materials or other aiding materials are necessary. The magnetic pulse welding process is a "cold" welding process, the material does not get warmer than 30°C. Due of this, no heat affected zone is created, and the metal is not degraded. The weld becomes the strongest part of the assembly.

Materials
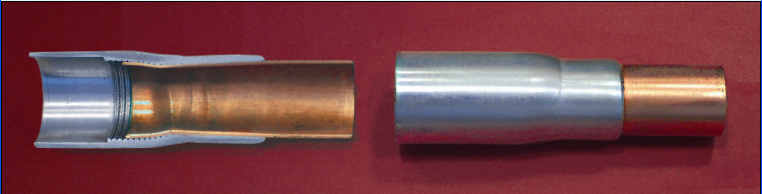
The process can be used for joining cylindrical workpieces in the overlap configuration. The absence of heat during the weld cycle makes it possible to join dissimilar materials. Until now a small number of material combinations has been examined. Magnetic pulse welding has been successfully used in welding aluminium to steel. Also other dissimilar and similar metals that have been welded successfully (see table below).
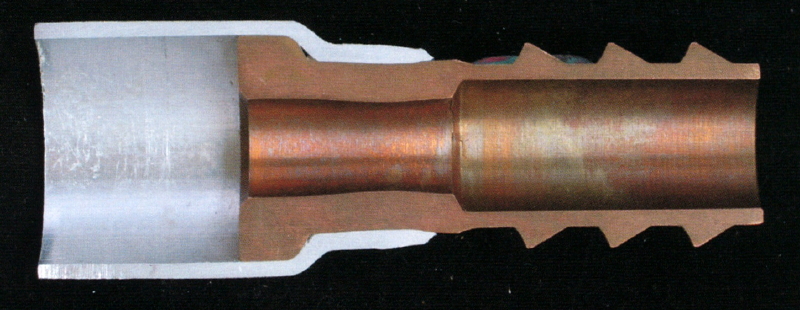
This joining technique is adaptable to a wide variety of electrical conductive materials. Less conductive materials require a higher energy. The cross section of a weld shows many resemblances with this of an explosion weld.
Possible material combinations are :
- aluminium to aluminium
- aluminium to copper
- aluminium to magnesium
- aluminium to titanium
- copper to copper
- copper to steel
- copper to bronze
- nickel to titanium
- nickel to nickel
- steel to steel
Advantages
- The weld is stronger than the weakest base material : during material testing the crack appears outside the weld area.
- A protecting atmosphere, filler materials or other aid materials are not necessary.
- Magnetic pulse welding is a "cold" welding process, the parts are not heated. Therefore no heat affected zone is created, and no loss of material properties takes place. This also means that the welded workpieces can be unclamped immediately after welding and can be further processed immediately.
- High production speed, sometimes up to 10 pieces per minute.
- It is an ecological welding process, since no heat, radiation, gas or welding fumes are produced.
Applications
Dissimilar metal joints
Aluminium to copper
Aluminium-copper and aluminium-steel (c) SLV München

Aluminium-Stainless steel (c) : Pulsar Ltd
Parts from the automotive industry

Magnetic pulse welding versus MIG/MAG welding (airconditioning parts)

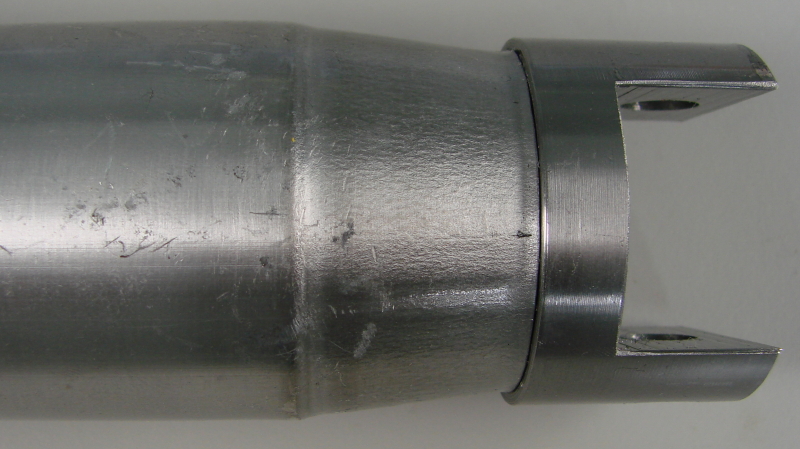
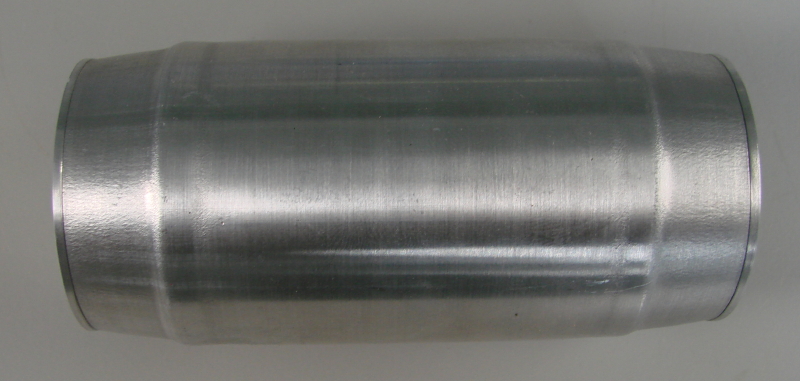
Part from an exhaust system


Fuel filters
Drive axis (aluminium - steel connection) (c) PSTproducts (click for a larger image)
Pessure vessel in an airconditioning system (c) PSTproducts (click for a larger image)
Project description
Nowadays, due to the increasing international competition, companies need faster and more economic production techniques and are forced to decrease the production costs to remain competitive. The largest impact can be expected of a productivity increase by using new innovative production techniques. The above described production processes offer a number of interesting possibilities.
Very little objective knowledge is available concerning the technical feasibility of the use of these processes for relevant industrial applications, nor concerning the possible increase of productivity or the weld quality, and therefore concerning the economic advantages that the use of these innovative processes can lead to.
The research centre of Belgian Welding Institute has investigated this welding technique and has demonstrated the potential advantages for the industry.
These processes allow to join a wide variety of materials in a fast, error-free and therefore more cost-effective manner. By participation in this research project, companies got an insight in the possibilities of these new processes. They were able to assess if these processes are usable for their specific applications, taking into account the joint properties, the necessary investments, the profit increase in comparison with the current applied technique, the reliability of the processes, and so on…
Results
- Publication : Magnetic pulse welding of tubular products
- Publication : Joining of dissimilar materials
Read more
- INNOJOIN: Development and evaluation of advanced welding technologies for multi-material design with dissimilar sheet metals
- HYBRISONIC: Ultrasonic supported processing of hybrid materials
- Join'EM: Joining of copper to aluminium by electromagnetic fields
- MetalMorphosis : Electromagnetic pulse technology for novel hybrid metal-composite components in the automotive industry