Electromagnetic pulse welding of sheet materials
Electromagnetic pulse welding is a new and innovative joining process. This joining technology makes use of electromagnetic forces for deformation and joining of workpieces. This process also offers the possibility to join dissimilar materials, which are difficult to weld using the conventional welding processes. Electromagnetic pulse welding is an automatic welding process, which can be used for tubular and sheet metal applications, placed in the overlap configuration.
Working principle
Electromagnetic pulse welding belongs to the group of pressure welding processes.
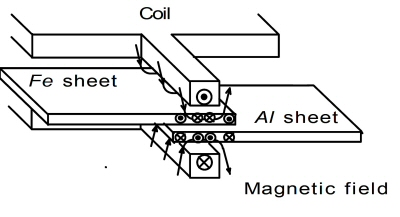
A power supply is used to charge a capacitor bank; when the required amount of energy is stored in the capacitors, it is instantaneously released into a coil, during a very short period of time (typically 10-15 µs). The discharge current induces a strong transient magnetic field in the coil, which generates a magnetic pressure, which causes one workpiece to impact with another workpiece.
The deformation takes place at a very high velocity, like in explosive welding. The explosive deformation force is however created in a safe way, by using electromagnetic forces generated by an induction coil. It is also a solid-state welding process, which means that the materials do not melt during the creation of a bond, which provides the opportunity to join dissimilar materials. With this process, it is possible to join tubular products as well as sheet materials, depending on the coil which is used.
 |
 |
(Source : M. Kashani, Tokyo Metropolitan College of Technology, Department of Electronic and Information Engineering, Tokyo, Japan)
 |
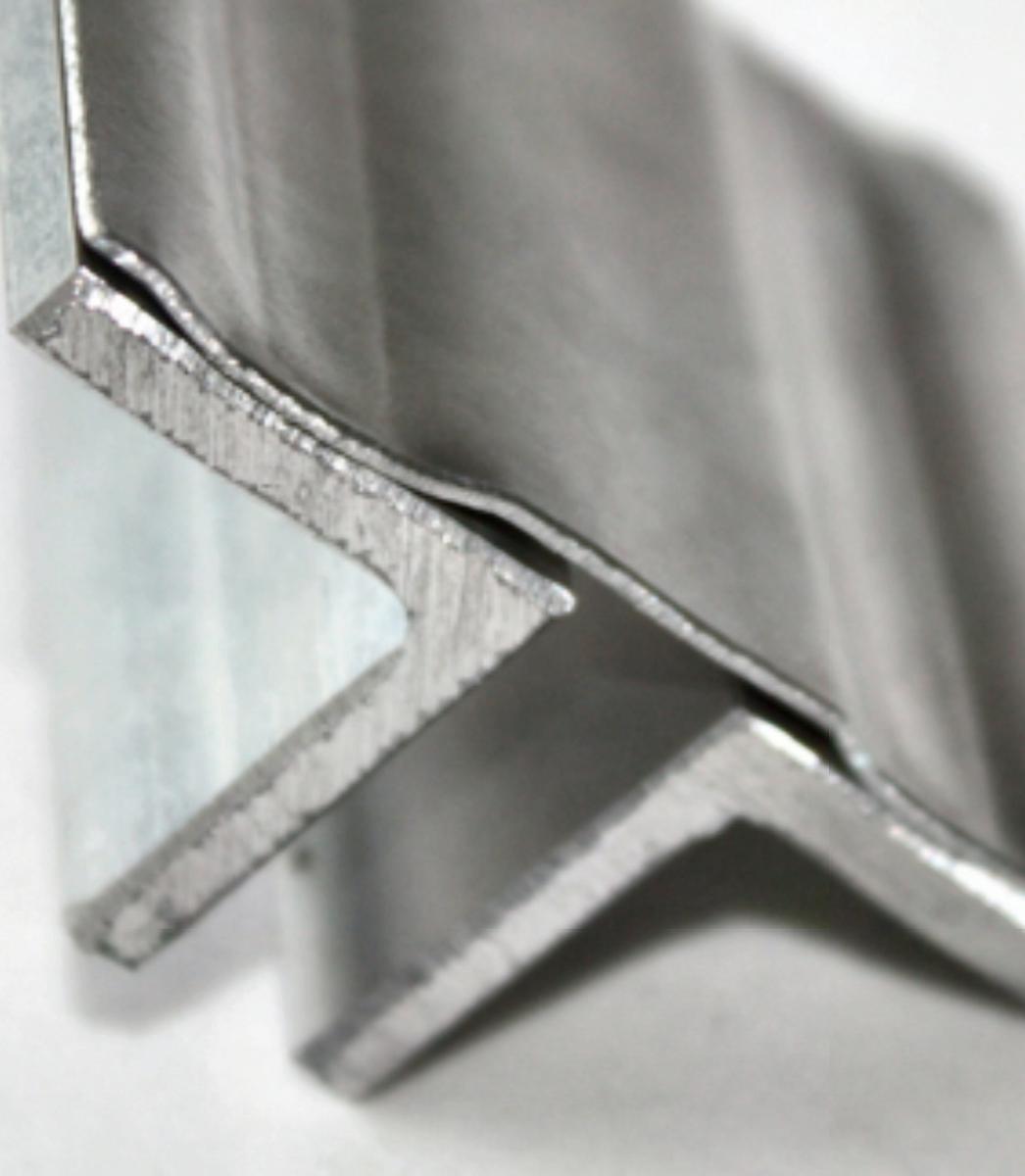 |
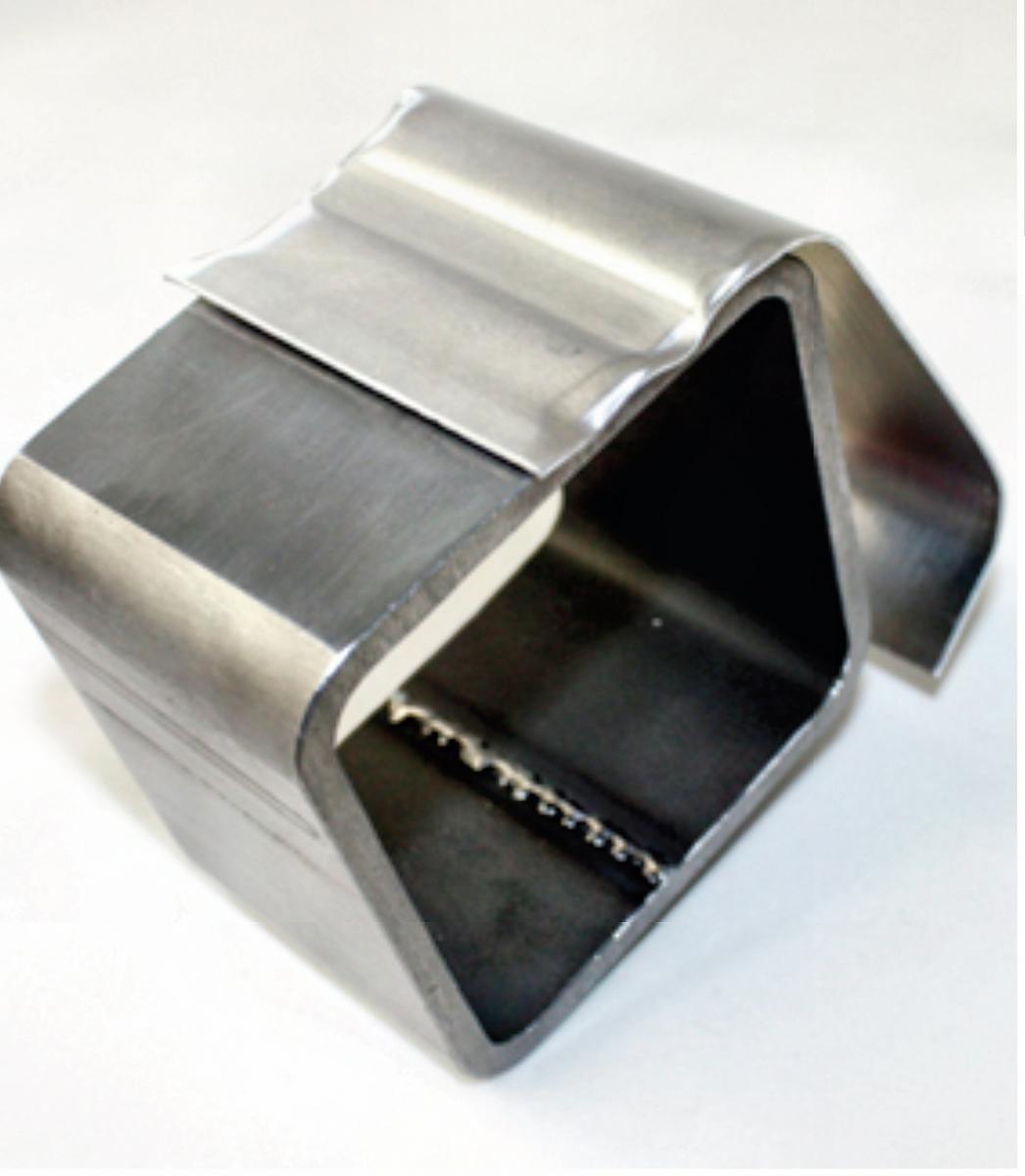
Application examples of electromagnetic pulse sheet welding (Source : PSTProducts)
Advantages
Since this technology doesn’t use heat but pressure to realise the bond, it offers important advantages compared to the conventional thermal welding processes:
- Joining of conventionally non-weldable materials, in a quick and cost-effective manner, such as dissimilar material joints.
- Development of complex workpieces or new products, which were previously not possible with the conventional joining processes.
- The magnetic pulse welding process is a "cold" joining process. Temperature increase is very local (in the order of 50 µm), so the workpieces reach no more than 30-50°C at the outer surfaces. This means that after welding, parts can immediately be unloaded and further processed with standard equipment.
- High repeatability; constant joint quality
- High production rate possible.
- Contact-free: no marks of forming tools and processing of coated or sensitive materials is possible.
The technology has a much lower negative environmental impact and is much more environmentally friendly compared to conventional welding technologies:
- There is no heat, radiation, gas or smoke, shielding gas, which is less harmful for the operator.
- In hostile environments machines can perform the joining operation, avoiding supplementary investments in operator safety.
- It is possible to improve the work conditions of the welder or operator, since the technology is environmentally clean.
- The magnetic pulse welding process consumes less energy.
Limitations
Magnetic pulse welding imposes some limitations considering the workpieces to be joined:
- Lap joints are required, since one sheet material must impact the other part to create a weld.
- One of the sheet materials needs to be a good electrical conductor, otherwise a conductive so-called ‘driver’ material should be used to increase the impact velocity.
- One workpiece has to withstand the impact of the other, so it is possible that a mandrel or support is required to prevent deformation.
- The process can only be used in a workshop due to the size of the welding machines. From the point of view of the potential applications, which are mostly factory-made parts, this is not necessarily a disadvantage.
 |
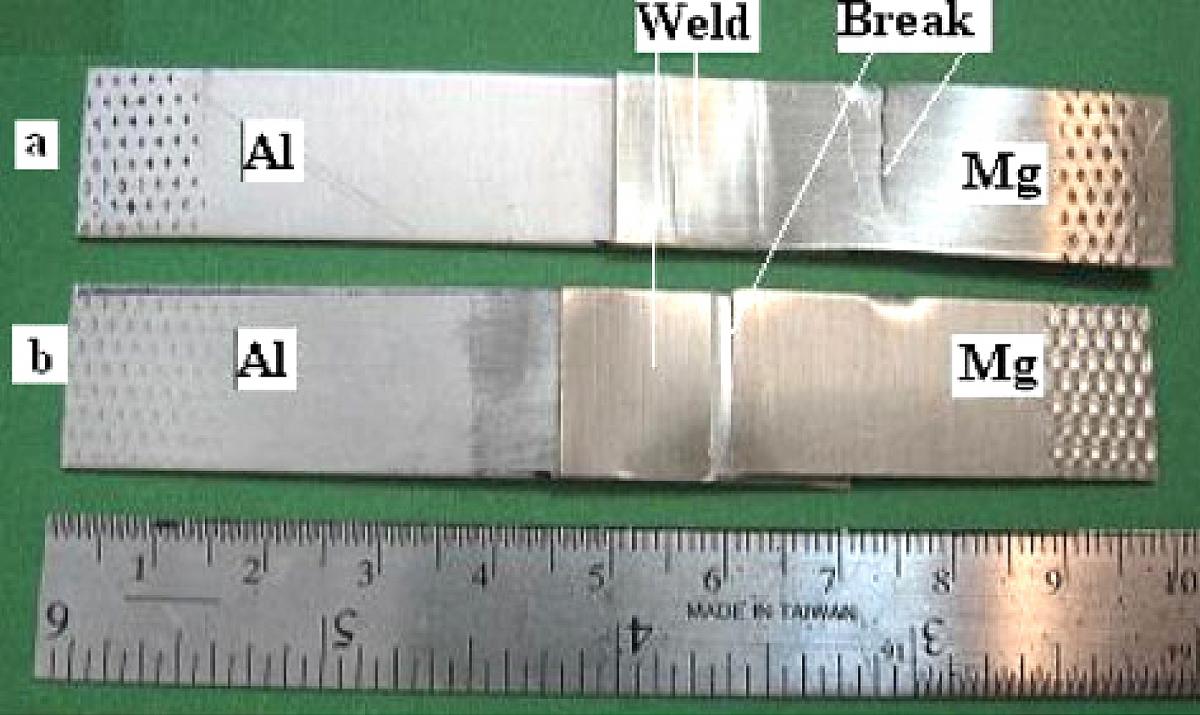 |
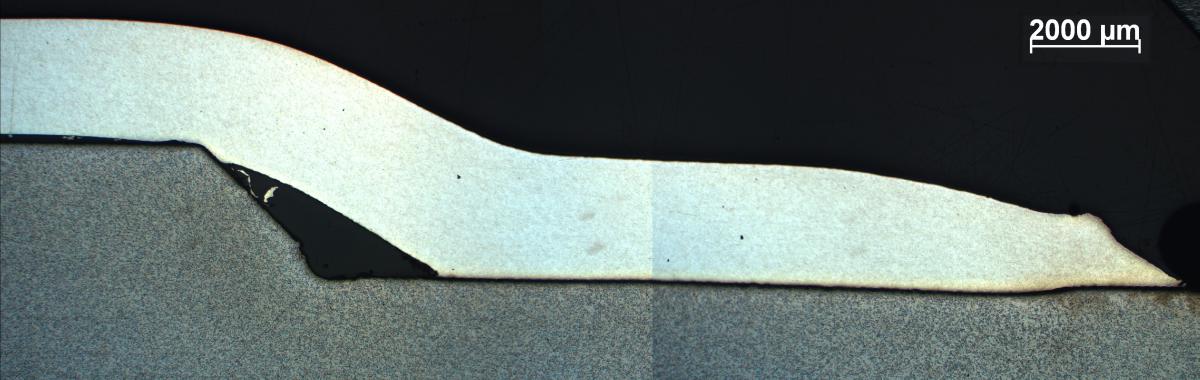
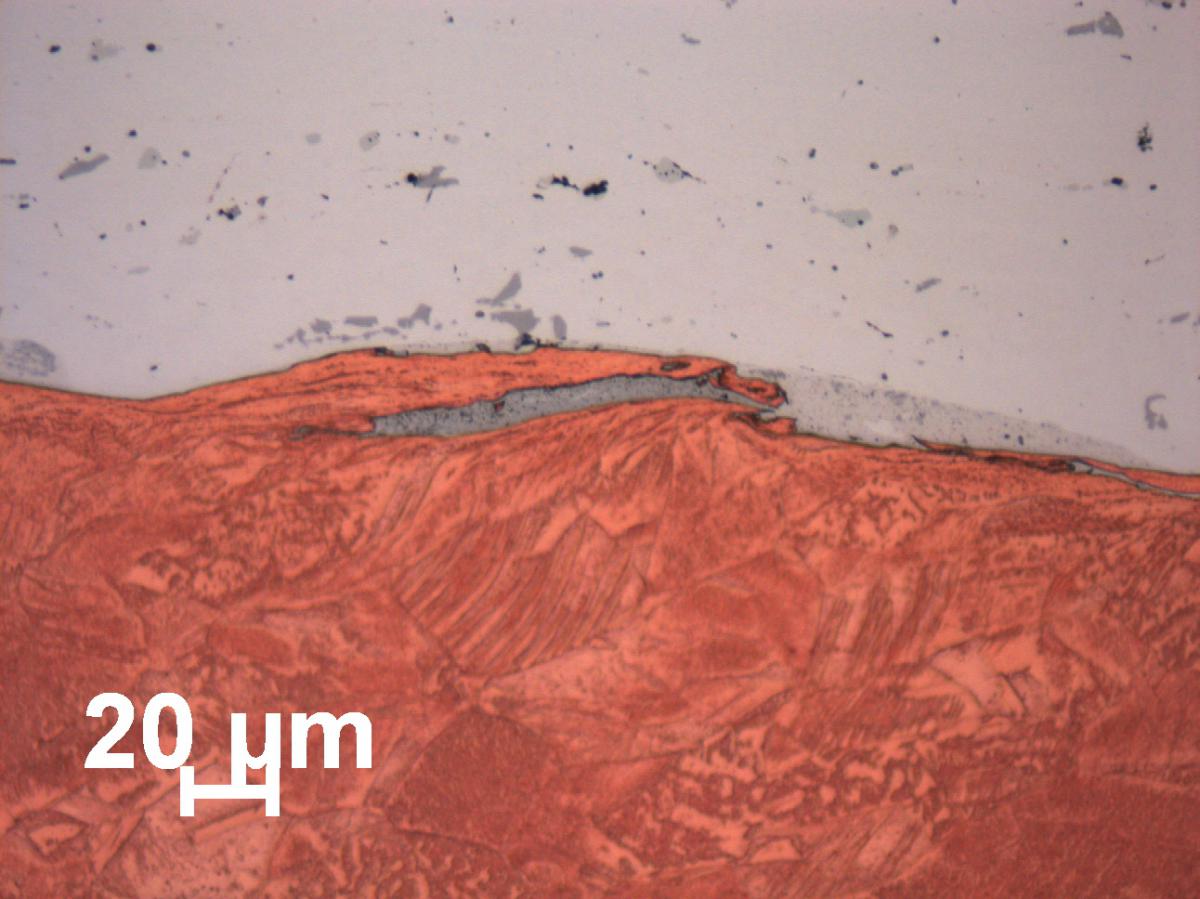
Source : Electromagnetic impact welding of Mg to Al sheets.
S. D. Kore, J. Imbert, M. J. Worswick and Y. Zhou, Department of Mechanical and Mechatronics Engineering, University of Waterloo, Ontario, Canada
The Belgian Welding Institute has acquired large experience with the electromagnetic pulse welding process. The previous projects were focused on the application of the process for joining tubular applications. Electromagnetic pulse welding of sheet materials, which currently receives more and more attention, is considered as quite promising, due to the many advantages this process offers.
If there is sufficient industrial interest, BWI wants to further investigate this very innovative welding process and to demonstrate its potential benefits for the industry.
Companies interested to participate in this research can contact dr. ir. Koen Faes (Tel. : +32 (0)9 292 14 03 of E-mail).
Project goals
It appears that estimating the applicability of the process for metal and non-ferrous processing companies is not easy. In addition to the limited awareness, there is no knowledge of the technical feasibility of magnetic pulse welding of sheet material for relevant applications, nor about the possible increase in productivity, and therefore about the economic advantage that its use can bring.
The technical and scientific results envisaged in this research are:
- Knowledge of the properties of the welded materials (metallographic structure, hardness, mechanical properties, quality).
- Research of the possibilities of the new process (weldability of materials, limitations, ...).
- Feasibility study and cost-benefit analysis for various applications proposed by the industry.
- Publications in which the available techniques are discussed, including the advantages and disadvantages compared to the conventional processes, the expected properties, the area of application, the investment costs, the possible cost savings, etc.
- Encourage the use of the new process, through the production of demonstration pieces representative of potential industrial applications.
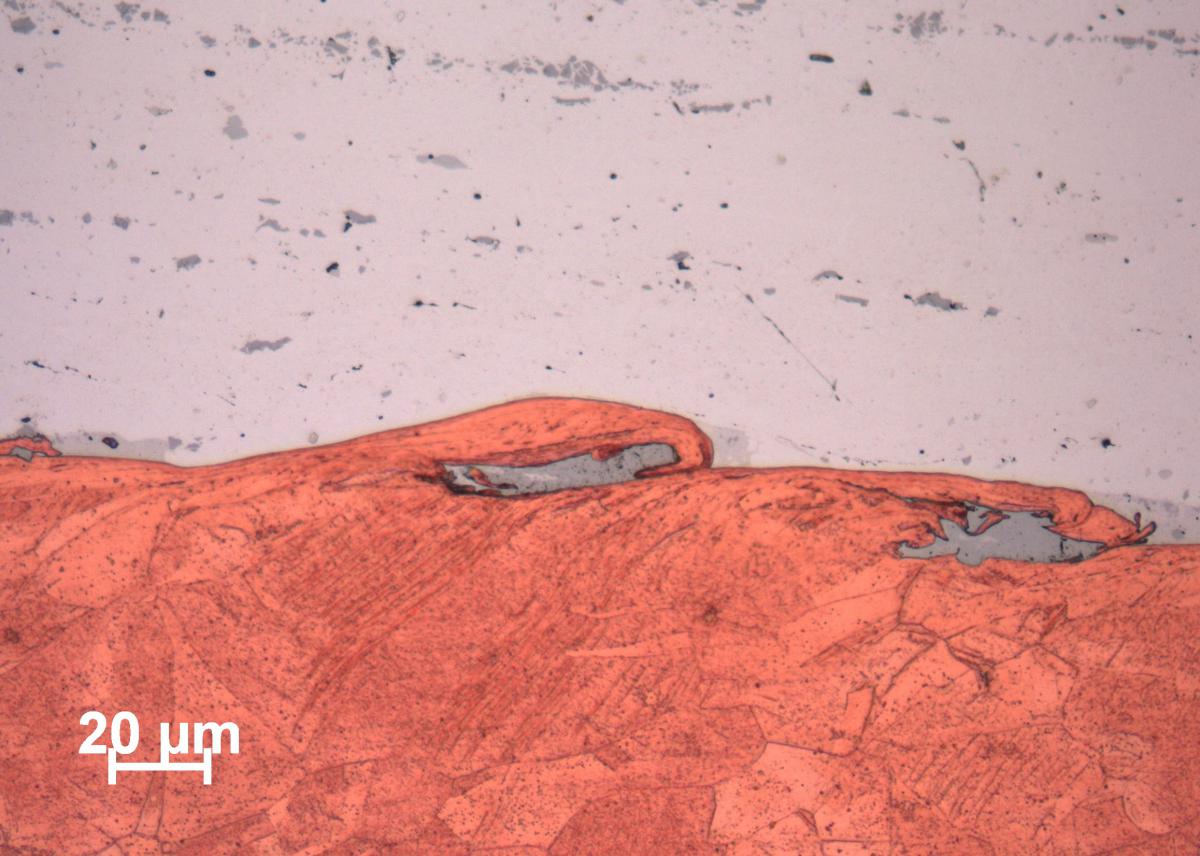
 |
 |
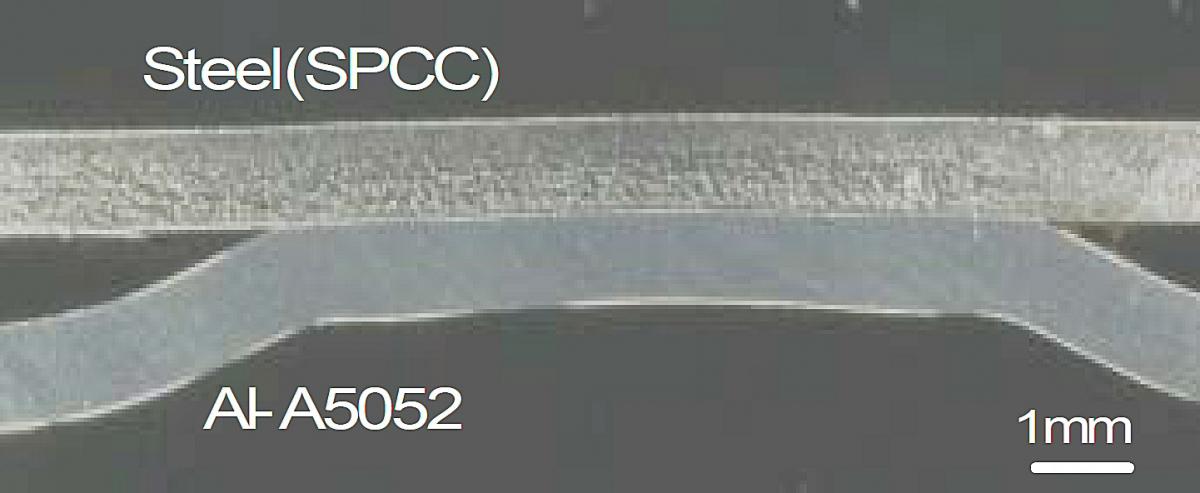
Weld of aluminium to steel (Source : BWI project "Soudimma"'
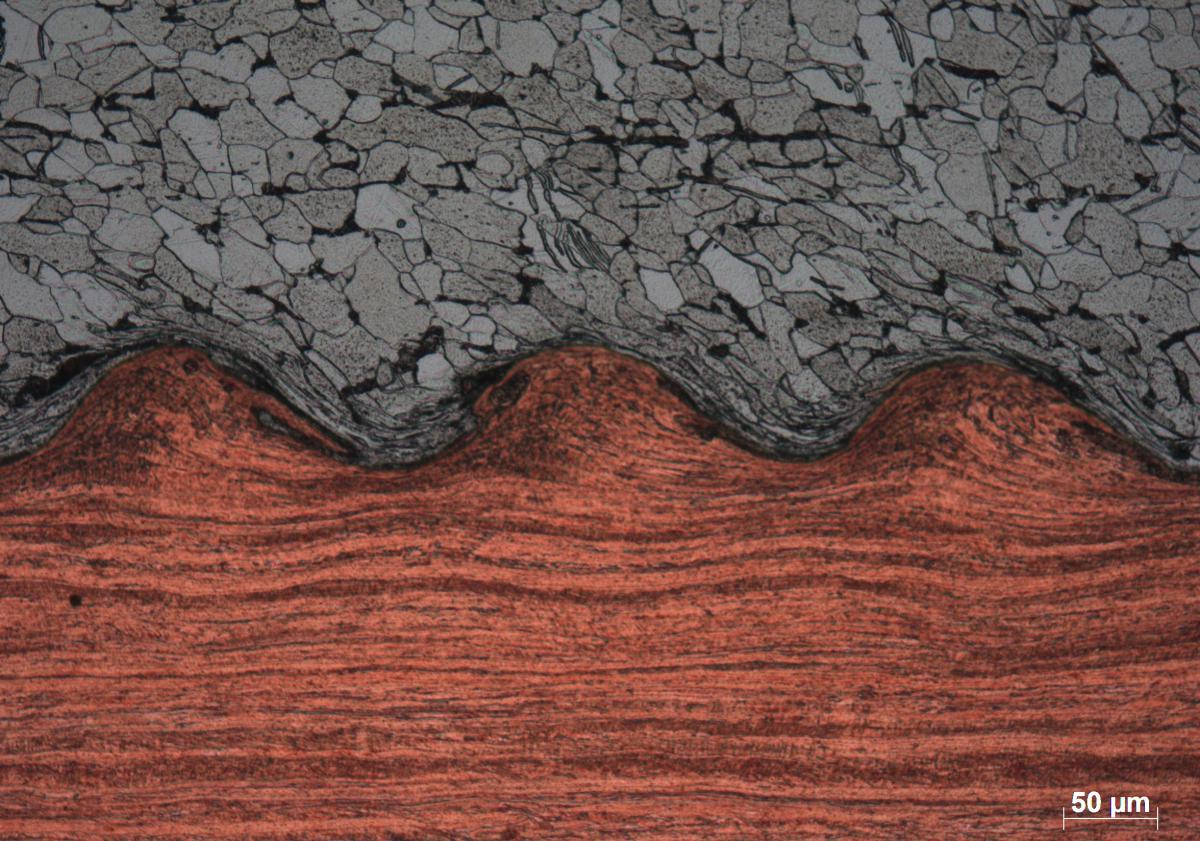
 |
 |
Weld of aluminium to copper (Source : BWI project "Soudimma")
 |
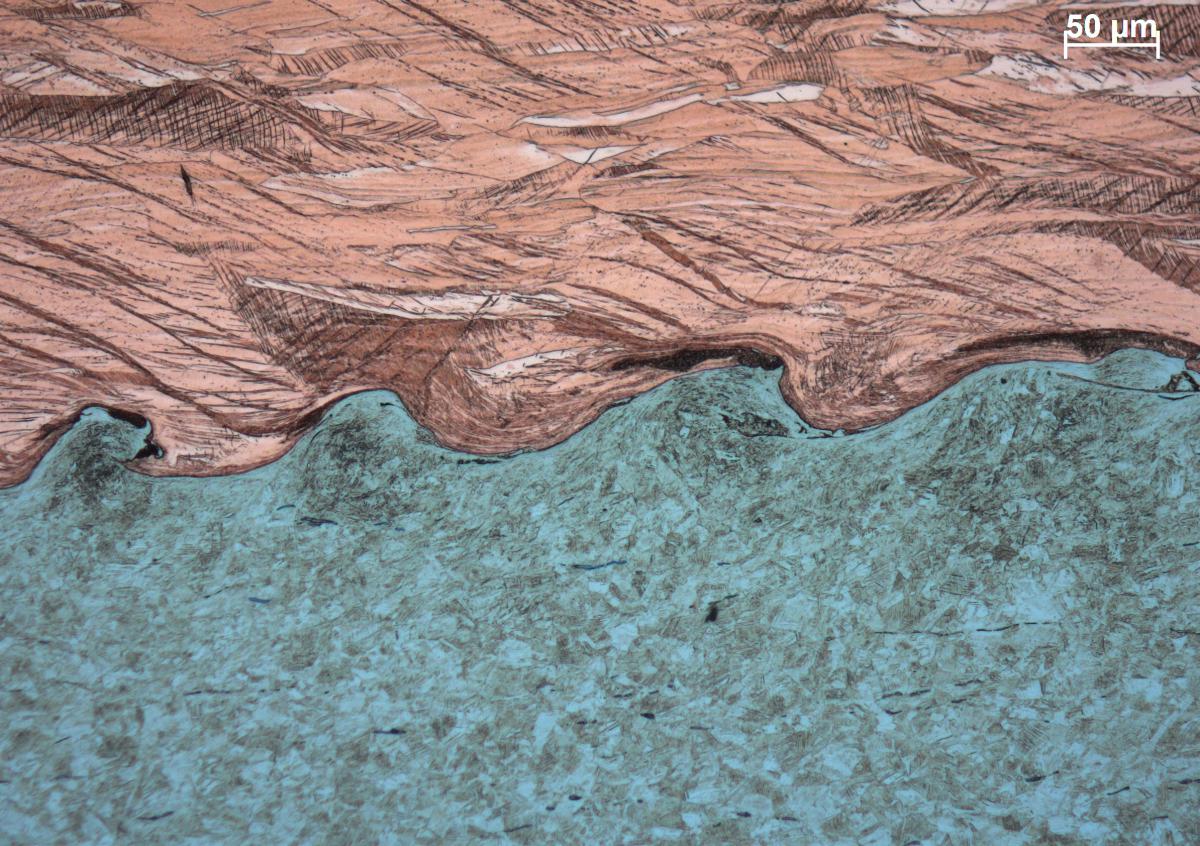 |
Weld of copper to steel and to stainless steel (Source : BWI project "Soudimma")