FATWELD: Verbeterd vermoeiingsgedrag van gelaste structuren in Hoge Sterkte Staal
Om hieraan tegemoet te komen werd drie jaar geleden het FATWELDHSS project opgestart met steun van het Europese Research Fund for Coal and Steel (RFCS), waarbij OCAS en het Belgisch Instituut voor Lastechniek (BIL) deel uitmaakten van het consortium. Het doel was om verschillende lasnabehandelingstechnieken te bestuderen en meer bepaald hun effect op de vermoeiingslevensduur van halfautomaat (MAG) lasnaden. De resultaten van dit onderzoek tonen aan dat het mogelijk is om de inherent betere vermoeiingseigenschappen van ongelaste HSS basismaterialen gedeeltelijk te recuperen ter hoogte van de lasnaad door gebruik te maken van een geschikte lasnabehandeling.
Doel van het project
Vermoeiingsscheuren in stalen structuren treden vaak op ter hoogte van de lasnaden door spanningsconcentraties als gevolg van de lasnaadgeometrie (en dan vooral de overgang met het basismateriaal) en de aanwezigheid van restspanningen. Het is algemeen bekend dat nabehandelingstechnieken die steunen op het verbeteren van het restspanningsveld en/of de oppervlaktegeometrie van de lasnaad een positief effect hebben op de vermoeiingslevensduur. De toepasbaarheid en het effect van deze technieken op gelaste structuren in HSS was tot op vandaag echter onvoldoende onderzocht. Daarom werden in het kader van het FATWELDHSS project de volgende lasnabehandelingstechnieken bestudeerd:
- hersmelten van de lasteen m.b.v. een diode laser (in plaats van zoals meer gebruikelijk met TIG- of plasmalassen) om een verbeterde overgang tussen het lasmetaal en het basismateriaal te creëren met bijgevolg lagere spanningsconcentraties;
- Hoge Frequentie Mechanische Impact (HFMI) behandeling, dat het herhaaldelijk hameren met een hoge frequentie ter hoogte van de lasteen behelst, teneinde wederom een vloeiende overgang te genereren, maar ook om in belangrijke mate drukrestspanningen te introduceren in het materiaal. Verschillende varianten zijn gangbaar, waaronder Ultrasonic Impact Treatment (UIT) en Pneumatic Impact Treatment (PIT);
- Ook werden binnen het project twee nieuwe Low Temperature Transformation (LTT) lasdraden ontwikkeld met als doel de trekrestspanningen ten gevolge van krimp na het lassen te verminderen of zelfs te elimineren. Dit wordt bekomen door aan de samenstelling van de lasdraad elementen als Mn, Ni en/of Cr toe te voegen. Deze hebben de eigenschap om de austenietfase te stabiliseren en de transformatie naar martensiet te verschuiven naar lagere temperaturen in vergelijking met conventionele lasdraden (strikt genomen betreft het hier dan ook geen nabehandelingstechniek)..
Een belangrijke doelstelling van het project was ook om richtlijnen te ontwikkelen met het oog op het verbeteren van de vermoeiingslevensduur van gelaste structuren in HSS. Dit werk werd dan ook uitgevoerd in zeer nauwe samenwerking met het International Institute of Welding (IIW).
Projectomschrijving
Vermoeiingstesten
Verscheidene staalsoorten, gaande van S690QL en S700MC tot S960MC en S960QL, werden geselecteerd in diktes van 5 tot 20 mm. Kruisvormige monsters zoals getoond in Figuur 1, werden gelast m.b.v. het MAG proces.
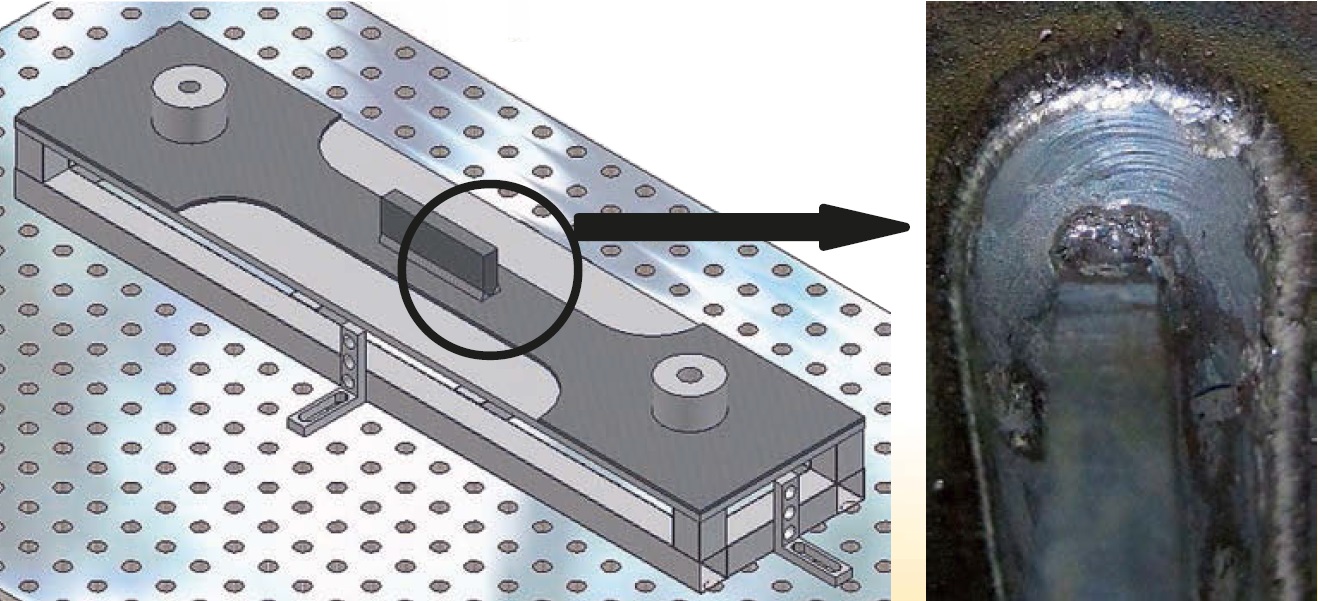
Figuur 1: Monster voor vermoeiingstest (in het centrale gedeelte is aan beide zijden een “vin” gelast) / Met HMFI behandelde lasteen (rechtsboven)
Een uitgebreid testprogramma werd uitgewerkt voor vermoeiingstesten onder belasting met zowel constante als variabele amplitude. De resultaten van de constante amplitude vermoeiingstesten worden weergegeven in Figuur 2. Kleinste kwadraten lineaire regressie analyse werd gebruikt om de S-N curve te bepalen voor de resultaten in gelaste toestand, na HFMI behandeling en na laserhersmelten. Op basis van deze resultaten bekomen op bovenstaande monstergeometrie kon besloten worden dat HFMI behandeling tot een verhoging van 47 – 51% leidt voor wat betreft de vermoeiingssterkte. Voor het laserhersmelten werd een verbetering van 34 – 45% vastgesteld. De resultaten op met LTT-draad gelaste monsters tonen een toename van max. 20% op de vermoeiingssterkte. Op basis van de resultaten die tot op heden beschikbaar zijn, is het duidelijk dat het gebruik van HFMI als lasnabehandelingstechniek het grootste verbeteringspotentieel heeft voor wat betreft vermoeiingsperformantie.

Figuur 2: Resultaten vermoeiingstesten in gelaste toestand, na laserhersmelten, na HFMI behandeling en voor met LTT-draad gelaste monsters onder constante amplitude belasting
Resultaten
Ontwikkeling richtlijnen
Een van de belangrijkste doelstellingen van dit project was om richtlijnen te onwikkelen voor lasnabehandeling van HSS met als doel de optimale condities te bepalen voor het gebruik van HSS. Bij het opstellen van de richtlijnen werd gesteund op de resultaten van de experimentele testen, alsook op data die al beschikbaar was in de literatuur.
Veruit de meest betrouwbare verbeteringstechniek is de HFMI-behandeling. Daarom werd in eerste instantie een ontwerp voor een regelgevend document “Verbeteren van vermoeiingslevensduur van HSS gelaste structuren a.d.h.v. lasnabehandeling (HFMI)” opgesteld binnen dit project. Dit document omvat richtlijnen die volgende aspecten behandelen:
- Correcte uitvoering van HFMI-behandeling;
- Richtlijnen voor evaluatie van het vermoeiingsgedrag;
- Criteria voor kwaliteitsborging, en
- Beperkingen van de gebruikte methode.
Het ontwerpdocument is van toepassing voor staalplaat in diktes van 5 tot 50 mm en met een vloeigrens in het bereik van 235 tot 960 MPa. Verder beschrijft de ontwerpaanbeveling één toename in vermoeiingsklasse voor elke 200 MPa toename in de vloeigrens van het gebruikte basismateriaal (zie ook Figuur 3).

Figuur 3: Bestaande IIW richtlijn inzake verbetering uitgedrukt in FAT-klassen voor gehamerde lasnaden (stippellijn) en de voorgestelde verbetering uitgedrukt in FAT klassen voor met HFMI behandelde lasnaden (volle lijn) in functie van de vloeigrens (fy in MPa)
De ontwerpregelgeving ontwikkeld binnen dit project zal het gebruik van HSS stimuleren, zelfs in componenten die onderhevig zijn aan vermoeiingbelasting. Hierbij zal het mogelijk zijn een langere levensduur te bekomen van gelaste structuren.
Case studies
Om de bevindingen tijdens de laboratoriumexperimenten te staven, werden twee bestaande componenten geselecteerd als demonstratiestukken. Meer bepaald werden de arm van een hydraulische graafmachine en een chassisonderdeel van een constructievoertuig onderzocht, beide getoond in Figuur 4.

Figuur 4: Geselecteerde demo-stukken (links – chassisonderdeel; rechts – graafarm)
In eerste instantie werden beide componenten herontworpen gebruikmakend van HSS. Voor de graafarm werd een gewichtsreductie van 18% bekomen door het inzetten van S700MC materiaal in zones van hoge belasting. Op het chassisonderdeel werd een gewichtsreductie van 24% gerealiseerd. Om dit te bereiken werd gebruik gemaakt van HSS (S700MC en S690QL) zodat geringere materiaaldiktes konden worden gebruikt. In plaats van gietstukken werden gelaste onderdelen gebruikt waarbij scherpe overgangen in de geometrie vermeden werden. Het herontwerp werd na grondige analyse zo uitgevoerd dat de kritische punten verschoven werden naar de lasteen. Aldus was het mogelijk om via een lasnabehandeling met HFMI ter hoogte van de lasteen de levensduur maximaal te verlengen. Verschillende prototypes van de graafarm en het chassisonderdeel werden gemaakt in HSS, waarbij enkel de kritische lasnaden behandeld werden met HFMI. De parameters voor de behandeling werden gekozen op basis van de aanbevelingen van de leverancier en de kennis opgedaan binnen het project.
Een vereenvoudigde vermoeiingstest werd uitgevoerd op de graafarm. Hierbij werd aangetoond dat de doelstelling m.b.t. de vermoeiingslevensduur gehaald werd zonder falen van de component. De gebruikte belasting voor de vermoeiingstest was gebaseerd op meetdata van een graafarm in reële omstandigheden, om aldus een zo betrouwbaar mogelijk resultaat te bekomen.
Prototypes van het chassisonderdeel werden eveneens onderworpen aan een vermoeiingstest en vergeleken met het huidig ontwerp: de herwerkte versie van het chassisonderdeel toonde een drie keer hogere vermoeiingslevensduur.
Conclusies
Op basis van de resultaten van vermoeiingstesten op deze reële componenten, was het mogelijk om aan te tonen dat de herontworpen structuren een veel langere vermoeiingslevensduur hebben dan de huidige ontwerpen. Verder was het duidelijk dat HFMI-behandeling een veelbelovende methode is om gewichtsreductie te realiseren of de vermoeiingsperformantie te verbeteren. Finaal is ook gebleken dat voor de bestudeerde componenten het mogelijk is om een kostenreductie te realiseren, zowel op de directe productkost als op de exploitatiekosten van de machines.
Dit onderzoek werd uitgevoerd met steun van het Europese RFCS onder grant agreement n° RFSR-CT-2010-00032. Belgische project partners in dit Europees consortium zijn OCAS (www.ocas.be) en BIL (www.bil-ibs.be).
Project partners
- OCAS NV, Belgium
- SSAB, Sweden
- Volvo Construction Equipment (VCE), Sweden
- Belgian Welding Institute (BIL), Belgium
- Lincoln Electric The Netherlands
- The Welding Institute (TWI), United Kingdom
- Aalto University, Finland
- Stresstech Oy, Finland
- BAM, Germany
- KTH, Sweden
Meer informatie
Referenties
- Jonsson B, Barsoum Z and Sperle JO. Weight optimization and fatigue design of a welded bogie beam structure in a construction equipment. Engineering Failure Design 2012. 19: 63-76. DOI: 10.1016/j.engfailanal.2011.09.006
- G. Marquis, E. Mikkola, H. C. Yildirim and Z. Barsoum. Fatigue Strength Improvement of Steel Structures by High Frequency Mechanical Impact: Proposed Fatigue Assessment Guidelines, Welding in the World, July 2013. http://link.springer.com/article/10.1007%2Fs40194-013-0075-x#
- G. Marquis and Z. Barsoum. Fatigue Strength Improvement of Steel Structures by High Frequency Mechanical Impact: Proposed Procedure and Quality Assurance Guidelines. Welding in the World, June 2013. DOI 10.1007/s40194-013-0077-8. http://link.springer.com/article/10.1007/s40194-013-0077-8#
- Yildirim, H. C., Marquis, G. B.: Overview of fatigue data for high frequency mechanical impact treated welded joints, Welding in the World, Vol. 57, issue 7/8, 2012 p 82 – 96. http://link.springer.com/article/10.1007/BF03321368
- Bhatti AA and Barsoum Z. : Development of efficient three-dimensional welding simulation approach for residual stress estimation in different welded joints. Journal of Strain Analysis for Engineering Design 2012, 47: 539-552. doi: 10.1177/0309324712463866