Comparison of Cobot and Manual Welding Based on Arc Parameters
The use of automatic and mechanized systems as robots and cobots allows increasing the productivity, safety and consistency of products. Arc parameters monitoring can be considered the simplest and the cheapest way to monitor an arc welding process. Those signals are used in this work in the determination of welding indices enabling the classification of the weld in real-time without the need to use destructive tests.
The welds both done by cobot and manual processes were performed in T-joint of DP800 and DP1000 (Figure 1), using as filler material the wire OK AristoRod 89 by ESAB with a diameter of 1.0 mm. The process parameters acquisition was performed by the Triton AMV3500 using an acquisition rate of 5kHz.
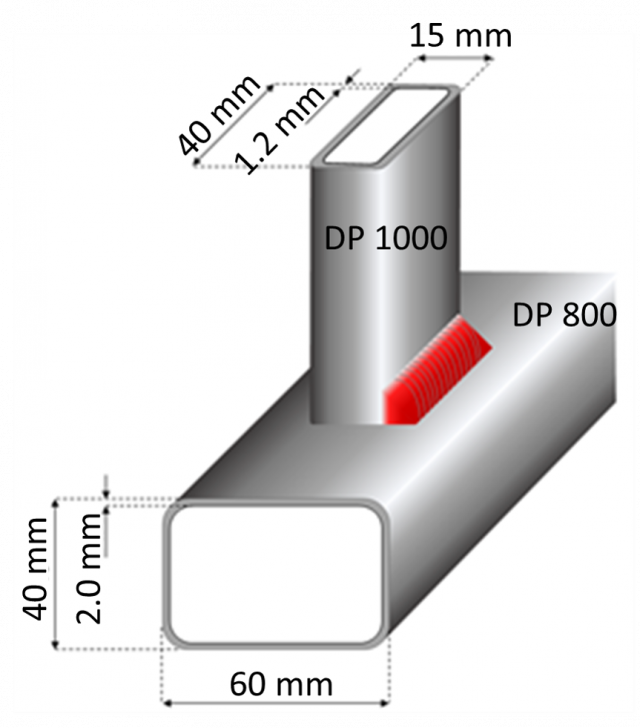
Figure 1
The obtained process parameters were used to calculate three welding indices, transfer index (TI), transfer stability index (TSI), and dip consistency index (DPI):
![]()
For each parameter condition, 10 replicas were performed in order to obtain the repeatability of the results. After welding, the samples were cut, and their cross-section was metallographically examined. The evaluation of the welds was performed through ISO 5817 standard’s acceptance criteria based on stress and safety categories (Table 1).
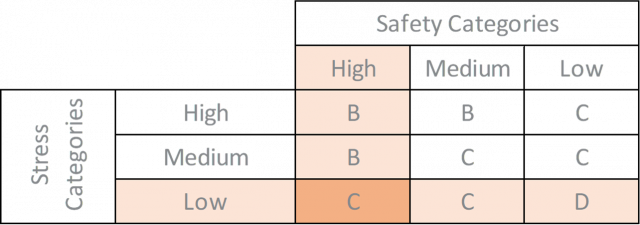
Tabel 1
The first criteria used on the evaluations of the welds was the process duration. Since the welds were always made following a 40 mm length joint, the repeatability of the weld duration is a clear result of the consistency of the process. As expected, the deviation in the cobot welding is significantly lower (6.5 times) than in the manual welding (Figure 2). The correlation of the welding indices allowed the classification of the welds (Figure 3).
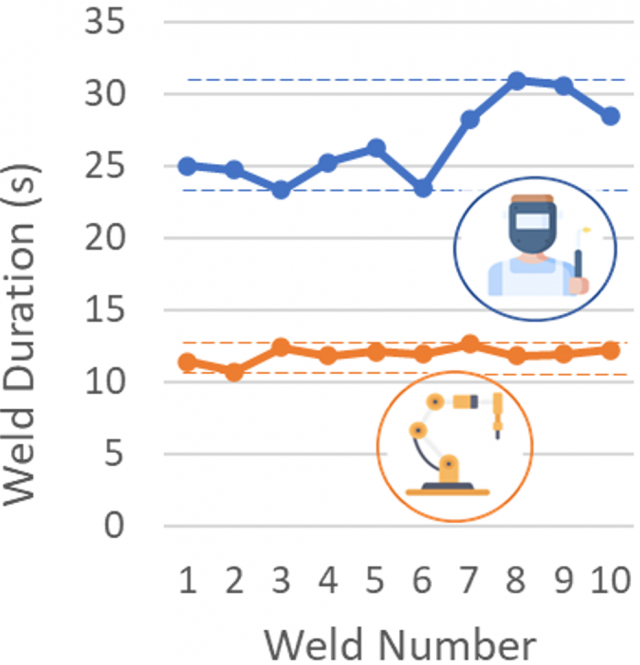
Figure 2

Figure 3
Besides the adaptation of the ISO 5817 standard to be applied on HSS materials and the comparison between cobot and manual welding, the present results confirm the feasibility of using welding indices based on arc electric parameters as an in-situ real-time NDT monitoring technique for the stability of the process. To have a full qualification of the welding, it’s suggested to combine electric parameters to other monitoring techniques, as spectroscopy, acoustic emission, which will be addressed in the next phases of the project and published in the upcoming articles.
Acknowledgements
The presented results were achieved within the project "Advanced Manufacturing Solution Tightly Aligned with Business Needs – AVANGARD". This project is funded by the European Union within the frame of the Horizon 2020 research and innovation program under Grant Agreement No. 869986.
