CASSTIR: Innovatief verbinden van kritische aluminiumstructuren met de friction stir welding techniek
Lassen wordt algemeen erkend als één van de meest kritische stappenin het productieproces van een metalen structuur. Rentabiliteit dient steeds gekoppeld te worden aan optimale laseigenschappen. Verder gaat er, met recht en reden, steedsmeer aandacht uit naar de milieuvriendelijkheid van lasprocessen. Friction stir welding (FSW – ook nog soms aangeduid als 'wrijvingsroerlassen'), begin de jaren 90 uitgevonden en gepatenteerd door The Welding Institute (UK), is een verbindingstechniek die een oplossing biedt voor deze bekommernissen. Bovendien is FSW perfect geschikt voor het lassen van aluminiumlegeringen.

FSW bij Sapa RC Profiles - een roterend gereedschap, bestaande uit een 'pin' en een 'schouder' wordt in het goed ingeklemde te lassen materiaal geduwd. Door wrijvingswarmte wordt het materiaal in een zeer makkelijk plastisch te vervormen toestand gebracht, zónder smelt. Wanneer het gereedschap voortbewogen wordt, wordt materiaal van de voorzijde naar de achterzijde gedwongen, waarbij de verbinding op elk moment in vaste toestand gevormd wordt
Deze methode kent reeds talrijke toepassingen in het buitenland, en wordt soms in zeer kritische domeinen toegepast, zoals lucht- en ruimtevaart, massatransport, de nucleaire sector en de automobielindustrie. Wereldwijd wordt op grote schaal onderzoek gevoerd naar deze zeer veelbelovende verbindingstechniek. Door de relatief hoge investerings- en licentiekosten beschikt op dit moment slechts één Belgisch bedrijf (Sapa RC Profiles te Ghlin) over deze techniek. Er zijn nochtans talrijke toepassingen in de Belgische aluminiumverwerkende sector waarvoor FSW zeker veelbelovend kan geacht worden, zoals ophangingsonderdelen voor voertuigen, vleugelstructuren voor de luchtvaart, panelen voor treinwagons, langslassen van buizen voor de chemische industrie enz.
Doel van het project
Het driejarig project CASSTIR (dat eind 2006 werd opgestart), gesubsidieerd door de Federale Overheidsdienst Wetenschapsbeleid, betreft een samenwerking tussen het BIL, UCL, CEWAC en UGent. Het project was erop gericht om in België het gebruik van de innovatieve FSW-techniek toegepast op aluminiumlegeringen te stimuleren, alsook om diepgaande kennis te ontwikkelen door een gedetailleerde studie van de eigenschappen van friction stir gelaste verbindingen. Het project CASSTIR had als doel de mogelijkheden van Belgische aluminiumverwerkende bedrijven te versterken op wetenschappelijk en technisch vlak, wat hen toelaat om hun concurrentiepositie internationaal te versterken.
Resultaten
In het beginstadium van het project werden drie technisch uitdagende en industrieel relevante toepassingen ter studie binnen project CASSTIR gekozen, op aangeven van het CASSTIR opvolgingscomité:
- Toepassing 1: friction stir stomplassen van 6082-T6 holle profielen voor de transportsector
- Toepassing 2: friction stir overlaplassen van 2124 gewalste plaat voor de luchtvaart
- Toepassing 3: friction stir stomplassen van dunne 5754H111 plaat voor de luchtvaart en automobielsector. Deze toepassingen omvatten een breed spectrum inzake lasgeometrie, basismateriaaldikte en legeringssamenstelling.
Toepassing 1 en 2
Toepassing 3
Toepassing 1
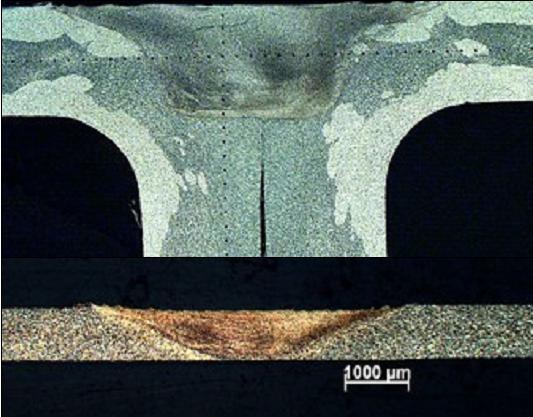
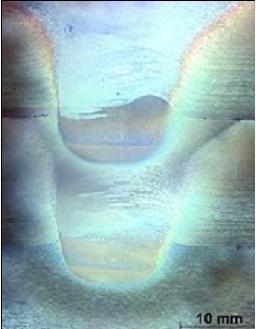
Toepassing 1 betrof het stomplassen van relatief eenvoudige, rechthoekige holle extrusieprofielen. Na de aftastende parameteroptimalisatie op vlakke profielen werd FSW toegepast op holle profielen met steeds verder verdunde verticale wanddikte (die als steun dient voor de hoge drukkracht tijdens het proces), teneinde een optimum te vinden tussen friction stir lasbaarheid, extrudeerbaarheid van het basismateriaal en gewichtsbeperking. Dit resulteerde uiteindelijk in de realisatie van 4 meter lange friction stir gelaste extrusieprofielen met significant gereduceerde verticale wanddikte, gelast aan 2 m/min. FSW kan ofwel verplaatsingsgestuurd, ofwel krachtgestuurd uitgevoerd worden. Voor de realisatie van grote laslengtes, waarbij dikte- of hoogtevariatie langsheen de las mogelijk wordt, bleek enkel krachtgestuurd FSW foutvrije lassen op te leveren. Dit is dus de te verkiezen aanpak voor dit type toepassing. Geoptimaliseerde friction stir lassen van toepassing 1 werden onderworpen aan beproevingsprocedures ontwikkeld door het BIL en UGent, zoals dynamische vierpuntsbuiging en dooizoutcorrosieproeven. FSW werd vergeleken met het hybride laserlassen (HLW) inzake kost en energieverbruik.
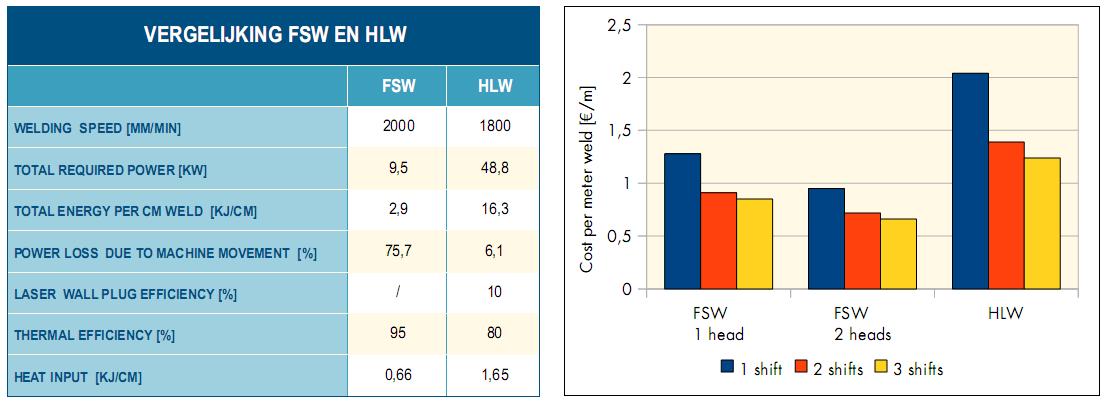
Vergelijking tussen FSW en HLW op gebied van energieverbruik (links) en kosten per meter las (rechts)
Toepassing 2
Een uitgebreide studie werd gewijd aan de optimalisatie van het materiaalgebruik voor de productie van diepgemachineerde luchtvaartonderdelen in een niet-smeltlasbare aluminiumlegering (toepassing 2). Het doel van deze studie betrof het oplassen van flenzen in twee opeenvolgende laspassen op een dikke basisplaat, als alternatief voor het machineren van deze flenzen. Dit zou materiaalverliezen door machineren verminderen met 40 à 50%. In dit geval wordt FSW dus gebruikt als een "neat-net shape" proces, een aanpak die tot dusver nog relatief onbekend is en waarover weinig gepubliceerd werd. De belangrijkste uitdaging van dit onderzoek om foutvrije lassen te verkrijgen met aanvaardbare productiviteit bestond erin om een optimum te vinden tussen de uitgangstoestand van het basismateriaal, de FSW-parameters (met inbegrip van toolgeometrie), en de warmtebehandeling na lassen. De resulterende flenzen werden onderworpen aan metallografie, microhardheidsonderzoek, breukmechanische beproeving en corrosieproeven.
Toepassing 3
Toepassing 3 betrof FSW van dunne (dikte < 1 mm) plaat. Dit is een onderwerp dat zich internationaal nog in de ontwikkelingsfase bevindt. Binnen CASSTIR konden, met behulp van FSW, kwalitatieve lasverbindingen worden geproduceerd met een aanvaardbare lassnelheid (1 m/min), gebruik makend van "niet-conventionele" toolgeometrieën. Er werd vastgesteld dat fenomenen die bij legeringen met hogere dikte niet belangrijk zijn, zoals lokale vermindering van de sectie door de indruk van de tool, een significantinvloed kunnen hebben op de mechanische eigenschappen van lagere materiaaldiktes. Naast FSW werden ook conventionele (TIG, MIG) en meer geavanceerde (laserlassen, Cold Metal Transfer) smeltlasprocessen toegepast, wat toeliet om alle processen onderlingte vergelijken op economisch vlak en op gebied van energetisch rendement.
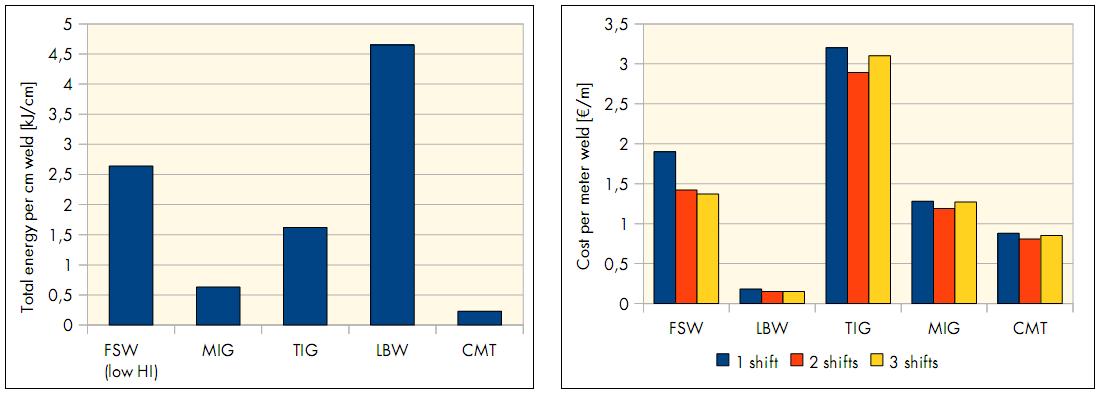
Vergelijking tussen FSW en andere lasprocessen op gebied van energieverbruik (links) en kosten per meter las (rechts)
Kostenefficiënt
Het project CASSTIR liet de onderzoekspartner UCL toe om zichte bekwamen inzake het meten van restspanningen met behulp van de "crack compliance" methode, een relatief vlugge en goedkope techniek in vergelijking met andere methodes. Deze techniek werd toegepast op geselecteerde lassen (zowel gerealiseerd met FSW als met andere lasprocessen) van toepassingen 1 en 3. De onderaannemer CENAERO ontwikkelde friction stir modellen voor de toepassingen 1 en 2, die geëvalueerd werden met experimentele resultaten zoals temperatuursmetingen. Over het algemeen werd een goede overeenstemming gevonden tussen de experimentele gegevens en de simulaties, wat aangeeft dat de zeer uitdagende taak (die het modelleren van FSW is) in de juiste richting evolueert. Deze specifieke interesse in modelleren bestaat erin om optimale lasparameters voor een gegeven toepassing te voorspellen, eerder dan deze door trial-and-error te bepalen. De vergelijking op economisch vlak van FSW met andere lasprocessen, uitgevoerd voor toepassingen 1 en 3, toonde aan dat FSW zeer kostenefficiënt kan zijn (bovenstaande figuren), zelfs al gaat de toepassing van het proces gepaard met een aanzienlijke licentiekost. Het is echter duidelijk dat FSW vooral interessant is wanneer lassen met hoge kwaliteit en goed visueel aspect worden vereist, voor producten die aanzienlijke seriegrootte en/of grote laslengtes gemeenschappelijk hebben. Elk lasproces heeft een eigen toepassingsdomein, en dit is zeker ook zo voor de FSW techniek. Zo leverde bijvoorbeeld FSW bij toepassing 3 goede resultaten op het vlak van mechanische eigenschappen. Echter, aangezien legering 5754 een goede smeltlasbaarheid bezit, kunnen andere lasprocessen meer kostenefficiënt geacht worden voor de toepassing in kwestie. Anderzijds heeft dit onderzoek ook aangetoond dat een conventionele freesbank, aangepast voor FSW, succesvol (al dan niet smeltlasbare) aluminiumlegeringen met dikte kleiner dan 5 mm kan friction stir lassen.
Veilig en milieuvriendelijk
Op basis van de discussie opgenomen in het rapport, is het gerechtvaardigd te stellen dat FSW een veilige en milieuvriendelijke verbindingstechniek betreft. Er is geen nood aan chemische reinigingsmiddelen, beschermgassen of andere verbruiksmiddelen, het proces gaat niet gepaard met UV-straling, lasspatten, lasrook, hoge elektrische stromen of hoge elektromagnetische velden. Verder biedt het proces een hoog energetisch rendement wanneer een FSW-machine wordt gebruikt die aangepast is aan de toepassing in kwestie.
Projectbesluit
Dit project, gecoördineerd door het BIL, was succesvol door de bundeling van kennis en experimentele apparatuur beschikbaar bij de verschillende onderzoekspartners, namelijk op het vlak van FSW van aluminiumlegeringen (UCL en CEWAC), lasmetallurgie en –karakterisatie (BIL), corrosie-eigenschappen (UGent) en modelleren (de onderaannemer CENAERO). Er is duidelijk gebleken dat de FSW-techniek hoogst innovatief mag genoemd worden, gezien de unieke eigenschappen ervan, en deze techniek mag in België op een belangrijke interesse rekenen. Dit wordt weerspiegeld door de actieve betrokkenheid van het CASSTIR opvolgingscomité dat bestond uit 17 verschillende organisaties (industriële leden, vertegenwoordigers van publieke instellingen, koepelorganisaties en onderzoekscentra).
De geselecteerde toepassingen lieten toe ten volle de mogelijkheden van de techniek aan te tonen in gebieden die tot dusver soms amper gedocumenteerd waren. Dit liet de onderzoekspartners toe om een groot aantal valorisatie-acties te ondernemen, gaande van populariserende presentaties en artikels, tot bijdragen aan internationaal vermaarde congressen en tijdschriften. Het is zonder meer duidelijk dat innovatie het sleutelwoord vormt voor bedrijven uit de metaalverwerkende sector om hun activiteiten in België te behouden, laat staan uit te breiden.De voordelen geboden door FSW zullen zeker meerdere innovatiegerichte bedrijven in de komende vijf jaar overtuigen om in deze techniek te investeren. Een grote groei wordt vooral verwacht vanaf 2015, wanneer het tweede TWI-patent verstrijkt. Bij de concrete toepassing van de techniek in productie kunnen deze bedrijven rekenen op de expertise van de onderzoekspartners opgebouwd binnen CASSTIR. Ook al werd een beperkt aantal toepassingen bestudeerd binnen CASSTIR, toch kunnen de resultaten van het project worden geëxtrapoleerd naar andere producten. De meeste richtlijnen voor goede praktijk die impliciet uit het onderzoek kunnen afgeleid worden, blijven geldig voor andere toepassingen. In de tussentijd streven de onderzoekspartners ernaar hun competentie op het vlak van FSW uit te breiden (vb micro-FSW, friction stir puntlassen, FSW van staal) door middel van industriële of door de overheden gesubsidieerdeonderzoeksprojecten.

Friction stir welding machine bij Sapa RC Profiles te Ghlin