Elektromagnetisch puls lassen
Werkingsprincipe
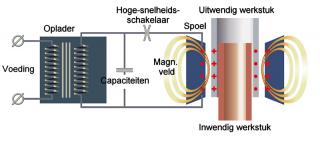
Het basisprincipe van het proces wordt getoond in de onderstaande figuur. Een spoel wordt over de te lassen werkstukken geplaatst, maar maakt er geen contact mee. Tijdens de lascyclus wordt een zeer grote hoeveelheid elektrische energie vrijgegeven in een zeer korte tijd. Sommige systemen kunnen maar liefst 2 miljoen ampères ontladen in slechts 100 microseconden. De hoge energiestroom loopt door de spoel, en deze stroomontlading induceert wervelstromen (de zogenaamde "eddy currents") in het uitwendige werkstuk. Beide stromen induceren een magnetisch veld, die elkaar tegenwerken. De afstoting tussen beide magneetvelden ontwikkelt een kracht, die het uitwendige werkstuk met grote snelheid verplaatst in de richting van het inwendige werkstuk. Dit resulteert in blijvende vervorming, zonder terugveren van het werkstuk.
Het eigenlijke proces duurt niet langer dan 100 microseconden. Geen beschermgassen, toevoegmaterialen of andere hulpmaterialen zijn nodig. Het magnetic puls lasproces is een "koud" lasproces, de materialen worden niet warmer dan 30°C. Hierdoor wordt er geen warmte-beïnvloede zone gecreëerd, en verliest het materiaal zijn eigenschappen niet.
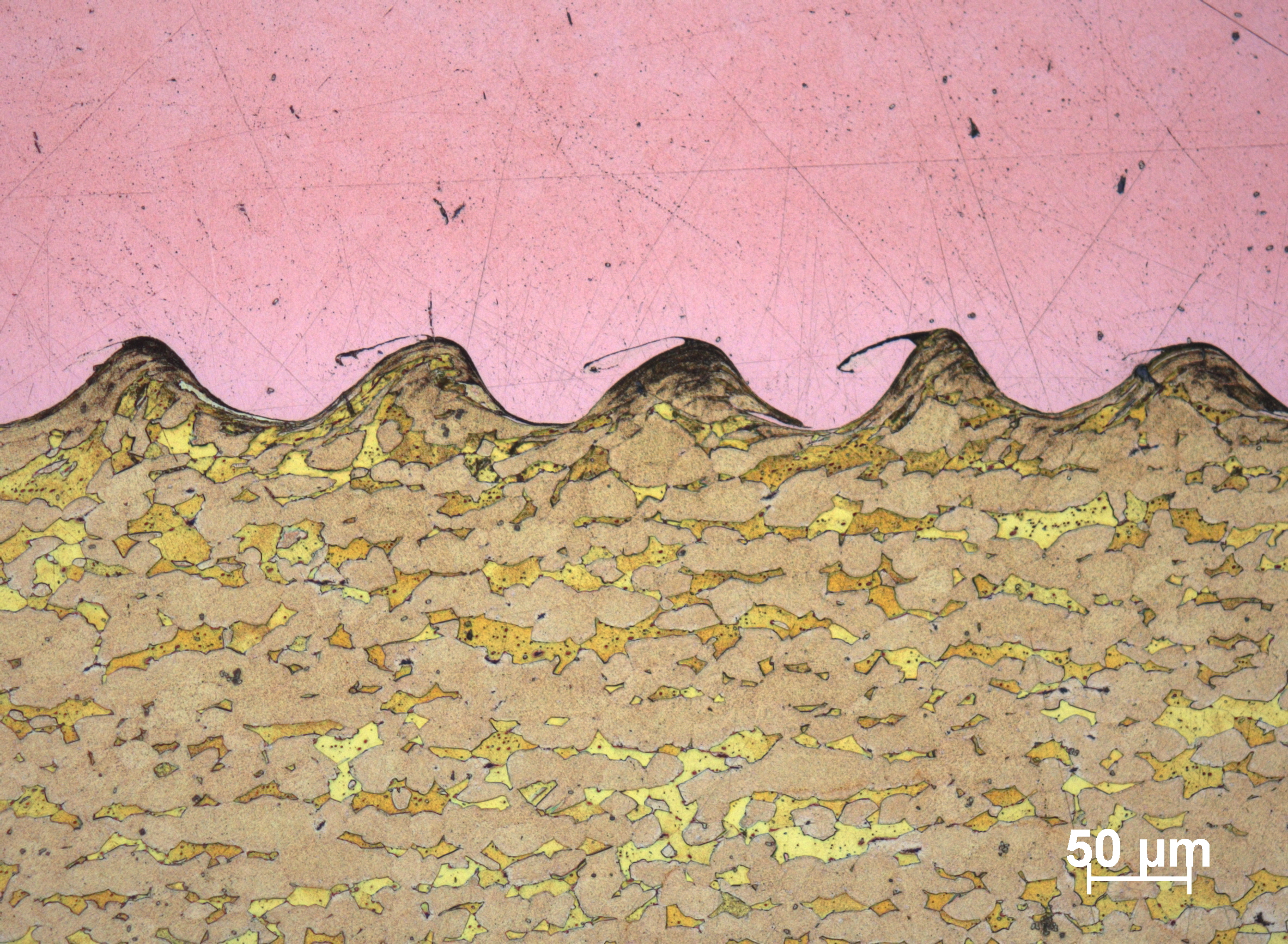
Geen beschermgassen, toevoegmaterialen of andere hulpmaterialen zijn nodig. Het magnetisch puls lasproces is ook een "koud" lasproces, de warmte-ontwikkeling is zeer beperkt. Hierdoor wordt er geen warmte-beïnvloede zone gecreëerd en verliest het materiaal zijn eigenschappen niet. De afwezigheid van warmte tijdens de lascyclus maakt het mogelijk om materialen te verbinden met een sterk verschillend smeltpunt. Zo is het bv. mogelijk om aluminium aan koper, aluminium aan staal of koper aan messing te lassen. Het macrobeeld van een lasdoorsnede vertoont veel gelijkenissen met dat van een explosie-gelaste verbinding.
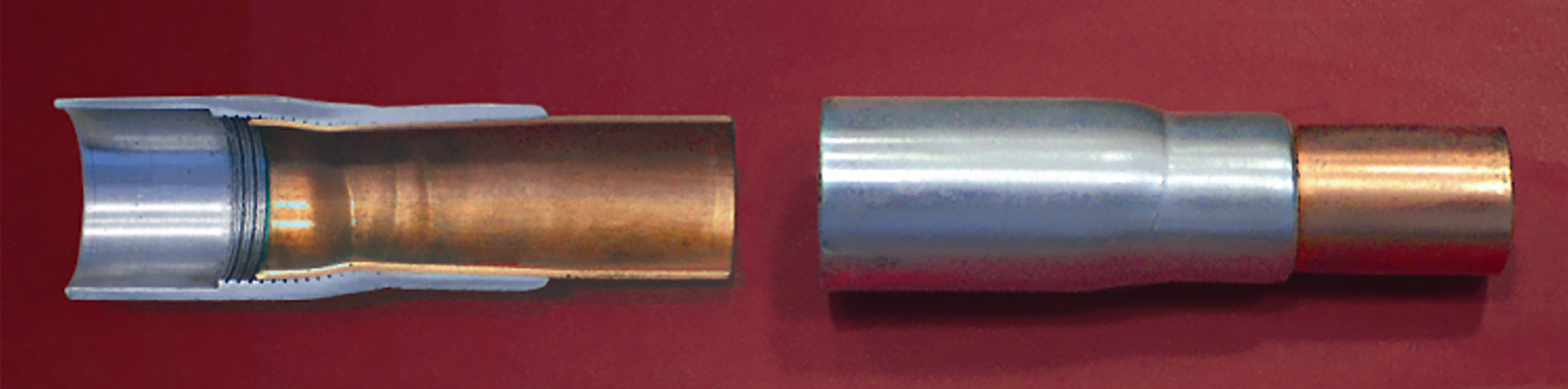
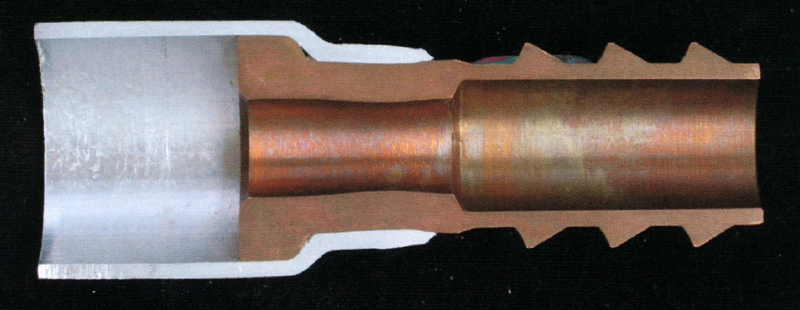
Verbinding van koper en aluminium buizen
 |
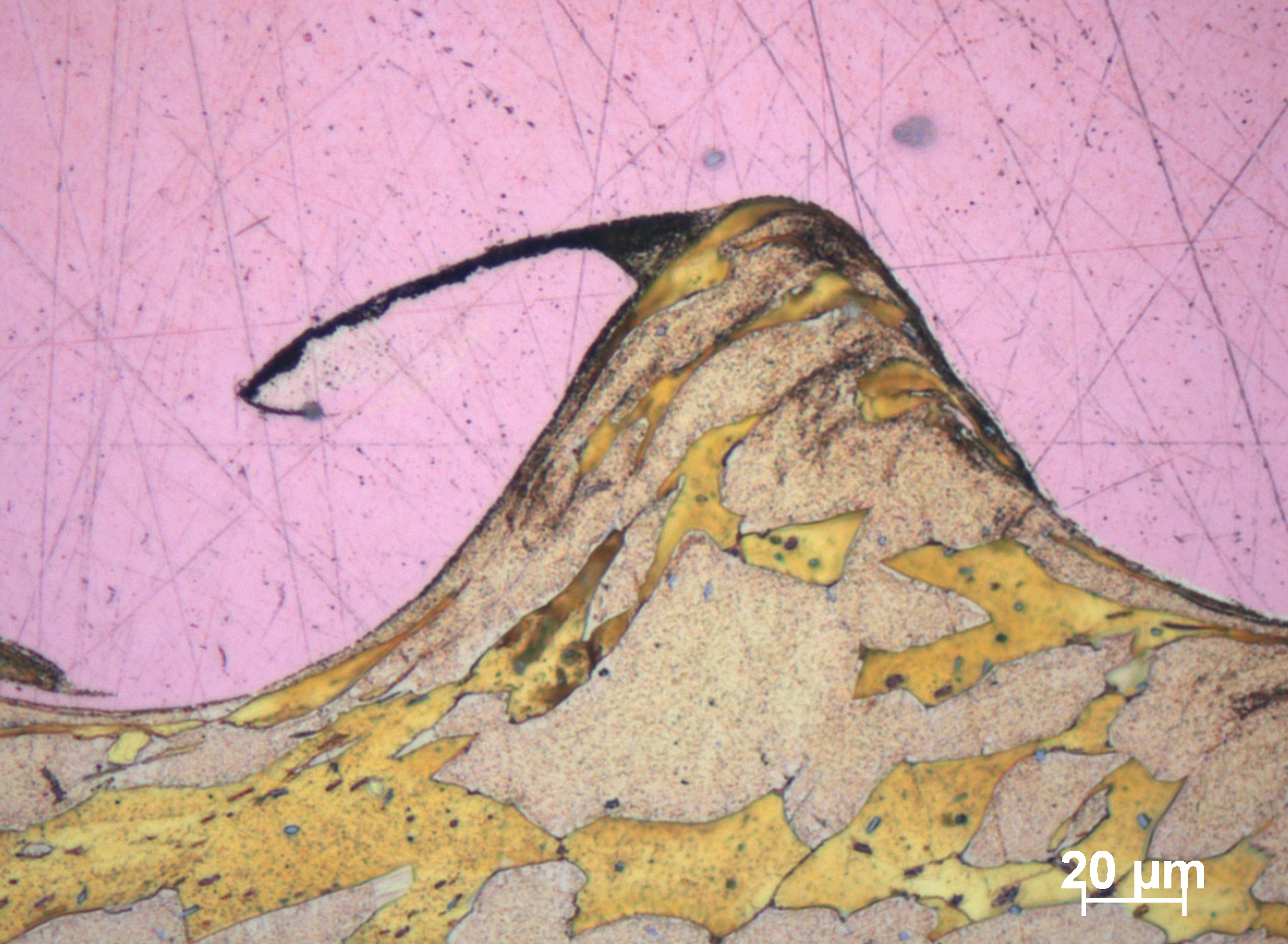 |
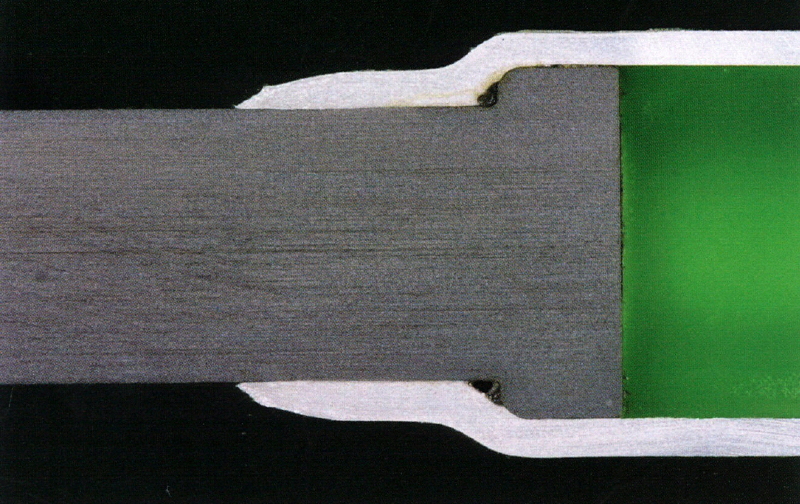
Lasdoorsnede van een koper-messing verbinding
Apparatuur
Een installatie voor het magnetisch puls lassen bestaat typisch uit de volgende componenten :
- een hoogspanningscabine,
- de capaciteiten, waarin de elektrische energie opgeslagen wordt,
- de spoel nodig voor het lassen,
- een transformator, waarmee de frequentie en amplitude van de elektrische stroomontlading kan aangepast worden.
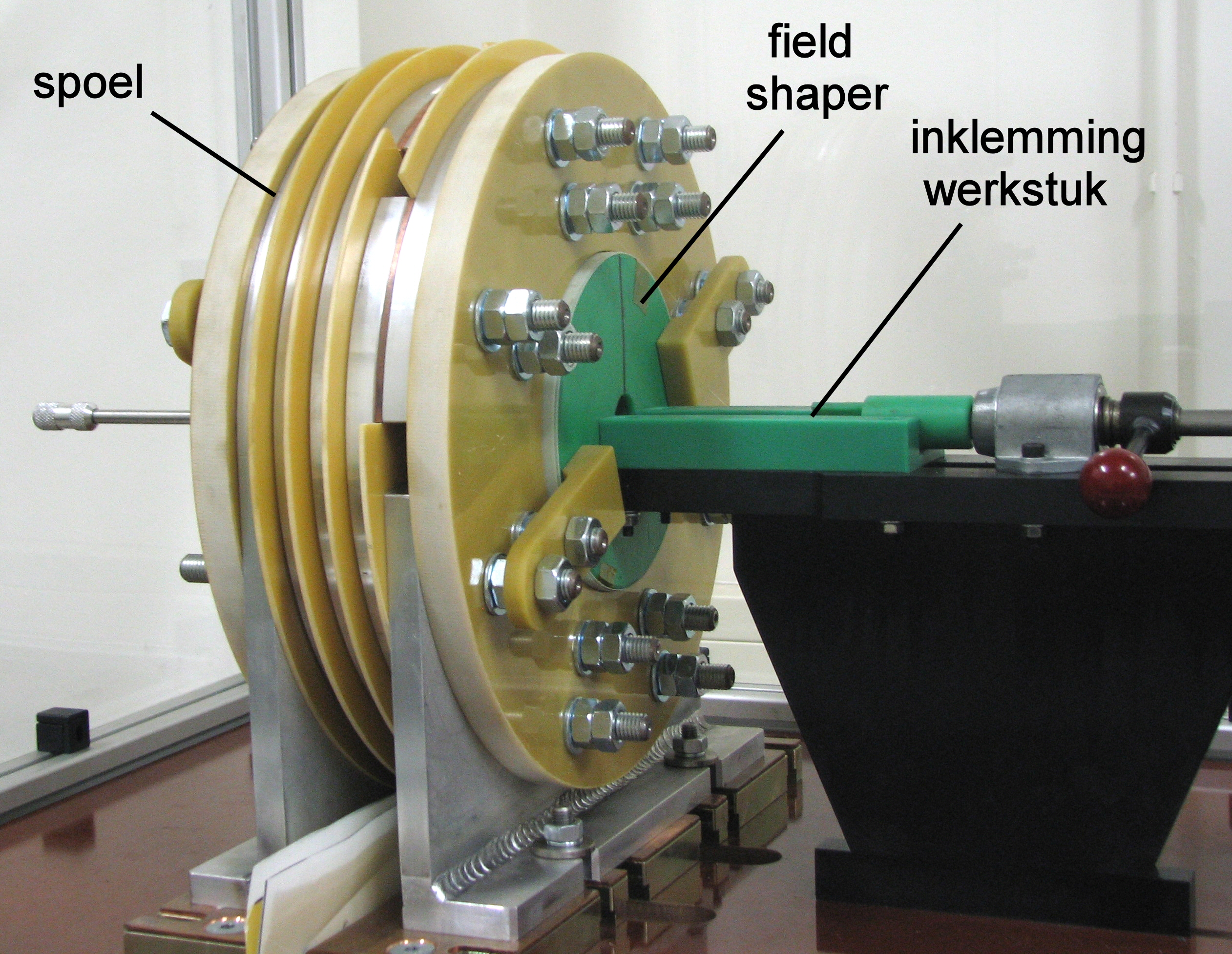
Het BIL beschikt over een proefopstelling waarmee de toepasbaarheid van het proces voor bepaalde toepassingen kan onderzocht worden. De maximale energie van de lasmachine bedraagt 50 kJ bij een laadspanning van de capaciteiten van 25 kV. De onderstaande figuur toont de spoel in combinatie met de field shaper (veldconcentrator).
Voordelen en beperkingen van magnetisch puls lassen
- Aangezien er geen gebruik gemaakt wordt van warmte maar van druk, worden alle conventionele lasproblemen ten gevolge van de warmtecyclus en het verlies van materiaaleigenschappen vermeden.
- Bij correcte uitvoering is de las sterker dan het zwakste basismateriaal : de breuk treedt bij beproeving steeds op buiten de laszone.
- Beschermgassen, toevoegmaterialen of andere hulpmaterialen zijn niet nodig.
- Het magnetisch puls lasproces is een "koud" lasproces, de materialen worden niet warmer dan 30°C. Dit betekent ook dat de werkstukken onmiddellijk na het lassen kunnen ontklemd en verder bewerkt worden.
- Hoge productiesnelheid, tot 10 stukken per minuut, afhankelijk van de configuratie.
- Het is een ecologisch lasproces, aangezien geen warmte, UV-straling, gas of lasrook geproduceerd worden.
Een voorwaarde voor magnetisch pulslassen is dat het te vervormen materiaal een goede elektrische geleidbaarheid heeft. Als dat niet het geval is, neemt de energie toe nodig om voldoende wervelstromen te kunnen opwekken. Andere voorwaarde is dat de oppervlakken met elkaar overlappen.
Materialen
Het proces kan gebruikt worden voor het verbinden van buisvormige producten in de overlap-configuratie. De afwezigheid van warmte tijdens de lascyclus maakt het mogelijk om materialen te verbinden met een sterk verschillend smeltpunt. De eerste ontwikkelingen betroffen buisverbindingen aluminium-staal, aluminium-koper en aluminium-aluminium, koper-staal en koper-koper. Tot op heden zijn maar een klein aantal materiaalcombinaties onderzocht.
Deze techniek werkt het best met materialen met hoge geleidbaarheid; minder geleidende materialen vereisen een hogere energie. Het macrobeeld van de Iasdoorsnede vertoont veel gelijkenissen met dit van een explosie-gelaste verbinding.
Mogelijke materiaalcombinaties zijn :
- aluminium aan aluminium
- aluminium aan koper
- aluminium aan magnesium
- aluminium aan titanium
- koper aan koper
- koper aan staal
- koper aan brons
- nikkel aan titanium
- nikkel aan nikkel
- staal aan staal
Verbinden van heterogene materialen
Toepassingen zijn te vinden voor materialen die zich moeilijk met de klassieke lastechnieken laten verbinden. Koper en aluminium zijn bijvoorbeeld materialen die men gewoonlijk via brazeren of solderen met elkaar kan verbinden, maar deze processen zijn arbeidsintensief en dus duur. Andere sectoren die het gebruik van het proces onderzoeken voor hun toepassingen zijn de lucht- en ruimtevaartsector en de nucleaire sector, waar men zeer specifieke hittebestendige materialen gebruikt.
Andere toepassingen zijn de vele koperen leidingen in koelsystemen, die zeer eenvoudig met deze techniek met elkaar te verbinden zijn.
 |
 |
Aluminium-koper en aluminium-staal (c) BIL & SLV München
Het lasproces leent zich vooral de productie van nicheproducten of grote series. Denk bijvoorbeeld aan componenten voor de airco-industrie, waar koperen buizen - die nu nog gebrazeerd worden - aan flenzen in roestvast staal worden verbonden. Andere mogelijke toepassingen zijn drukvaten voor airco-systemen in personenwagens of brandstoffilters.
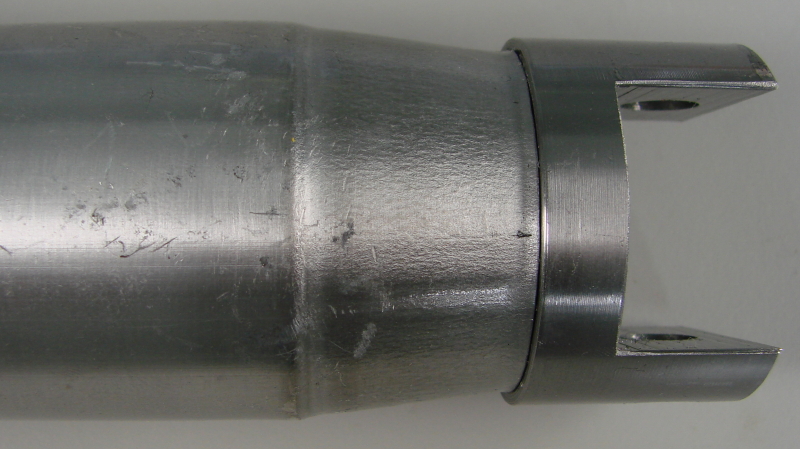
De onderstaande figuur toont een elektromagnetisch gepulslast drukvat gemaakt uit een aluminium buis en twee aluminium eindstukken. De lassen in dit vat zijn heliumdicht en bestand tegen de zeer hoge druk van airco-systemen.

Gepulslaste drukvat voor airco-systemen (Bron: PSTProducts)

Aluminium-roestvast staal (Bron: BMax)
 |
 |
Magnetisch puls lassen versus MIG/MAG lassen (onderdeel airconditioning)
Aandrijfas (aluminium - staal verbinding) (Bron: PSTproducts)
dr. ir. Koen Faes
