CTOD proef
In de CTOD-proeven wordt een proefstuk gebruikt waarvan de dikte gelijk is aan de dikte van het te onderzoeken materiaal. Deze proefstukken zijn voorzien van een echte scheur en er wordt beproefd onder belastingsomstandigheden die representatief zijn voor de bedrijfsomstandigheden. Hierdoor is een finess-for-purpose analyse mogelijk waaruit de kritische defectgrootte berekend kan worden. Dus, voorafgaand aan de fabricage, kunnen realistische standaards worden gesteld en beslissingen worden genomen over geschikte NDO (Niet Destructief Onderzoek) -technieken en detectiegevoeligheid. Voor reeds in gebruik zijnde apparatuur en constructies is het mogelijk om een beslissing te nemen of het verantwoord is een gescheurd of anderszins beschadigd onderdeel te gebruiken tot het tijdstip dat reparatie of vervanging mogelijk is. Een dergelijke technisch kritische benaderingsmethode kan een operator veel tijd en geld besparen: besparingen die kunnen oplopen tot honderden miljoenen euro’s als het gaat om de uitrusting van olieboorinstallaties. Hoewel de Crack Tip Opening Displacement (CTOD) proef ontwikkeld is voor het karakteriseren van metalen, wordt deze proef ook gebruikt voor het bepalen van de taaiheid van niet-metallische materialen zoals lasbare kunststoffen.
CTOD-proefstuk
De CTOD-proef is een van de breuktaaiheidsproeven die gebruikt wordt als enige plastische deformatie voorafgaat aan catastrofale breuk. De scheurtip kan in deze proef uitrekken en de scheur kan open gaan staan, vandaar ‘tip opening verplaatsing’. In tegenstelling tot de goedkope 10 x 10 mm Charpy-V kerfslagproefstukken met een stompe machinaal vervaardigde kerf, kan de dikte van het CTOD proefstuk gelijk zijn aan de volle dikte van het materiaal. Daarbij is het CTOD-proefstuk voorzien van een echte scheur en wordt het zodanig belast dat de snelheid van beproeven beter overeenstemt met de bedrijfscondities. Gewoonlijk worden drie proeven uitgevoerd op een van belang zijnde bedrijfstemperatuur. Drie proeven om een betrouwbaar en samenhangend resultaat te krijgen. Het proefstuk zelf is proportioneel. Dat wil zeggen dat de lengte, diepte en breedte van elk proefstuk aan elkaar gerelateerd zijn zodat, onafhankelijk van materiaaldikte, elk proefstuk gelijkvormige afmetingen heeft.
Basisvormen
Er zijn twee basisvormen:
- een proefstuk met een vierkante doorsnede (BxB)
- een proefstuk met rechthoekige doorsnede (BxW)
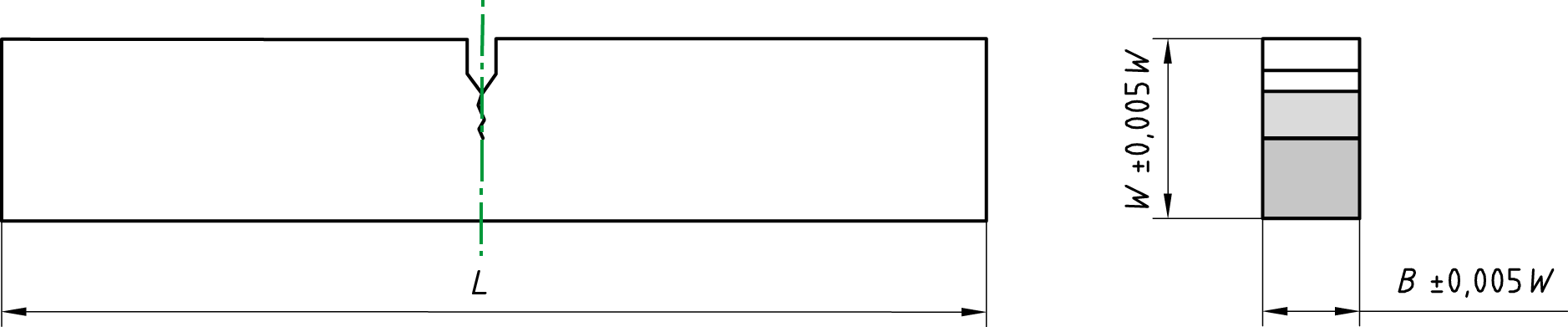
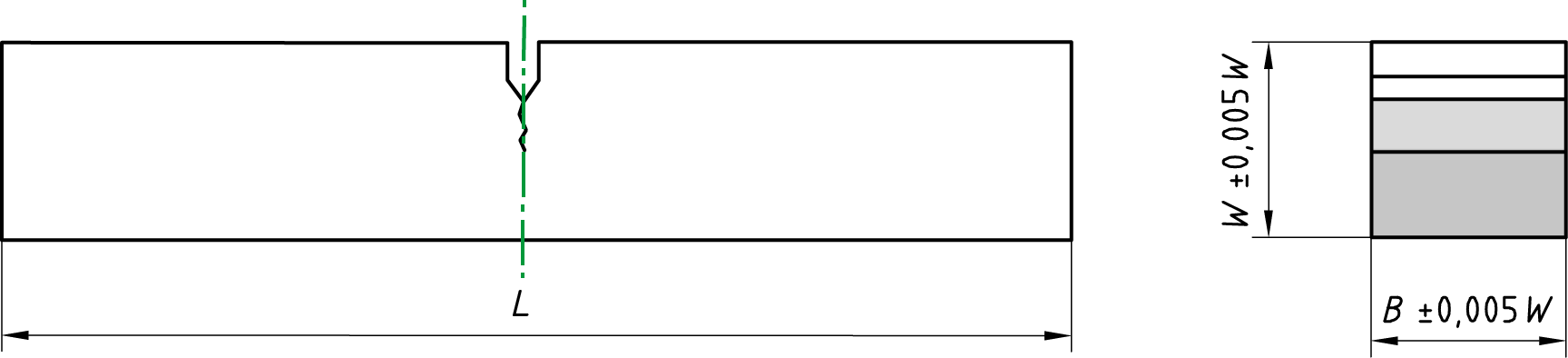
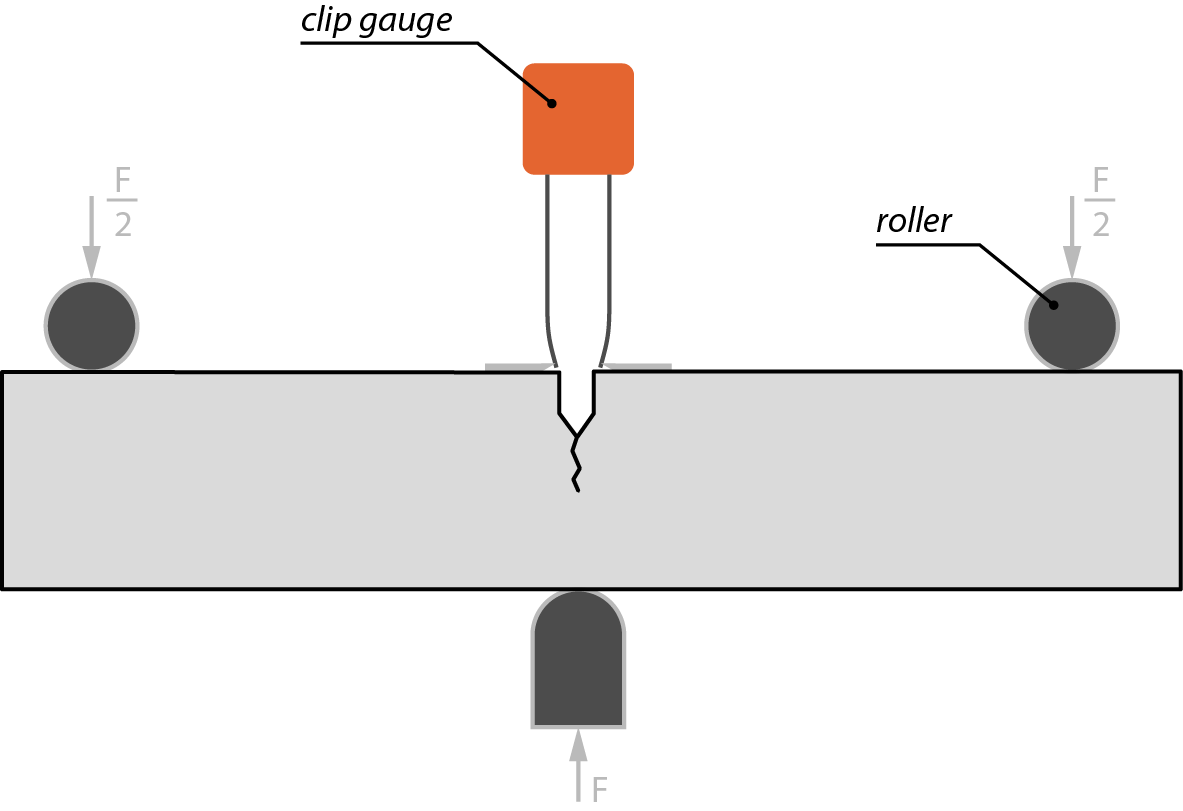
Bij voorkeur zal worden gekozen voor een BxW configuratie. Stel dat de dikte van het proefstuk gedefinieerd wordt als ‘B’, dan is de diepte, W van het proefstuk gelijk aan 2B met een standaardlengte, L van 4,6W. In het midden van het proefstuk wordt machinaal een kerf gemaakt. Die kerf wordt dan verlengd door het proefstuk te vermoeiien zodat er aan het uiteinde van de machinale kerf een 'realistisch' scheurtje ontstaat. Het vermoeiien van het proefstuk wordt beëindigd indien de totale defectgrootte gelijk is aan de helft van de diepte van het proefstuk (a0/W = 0,50). Een proef met een 100 mm dikke lasverbinding zal daardoor een proefstuk met de volgende afmetingen vereisen: B = 100 mm, W = 200 mm en L = 460 mm. Dit maakt het vervaardigen van het proefstuk een kostbare operatie. De proef wordt uitgevoerd door het proefstuk op driepuntsbuiging te belasten en door de mate van scheuropening op te meten. Dit laatste wordt gedaan met behulp van een rekmeter (clip gauge), die bevestigd is aan een klem die tussen twee nauwkeurig gepositioneerde meskanten wordt geklemd aan het begin van de scheur (scheurmond). Bij voortgaande buiging zal plastische deformatie aan de scheurtip optreden totdat een kritisch punt is bereikt. Dit is het geval als de scheur voldoende openstaat om een splijtscheur te laten ontstaan. Dit leidt tot gedeeltelijke of complete breuk van het proefstuk. De proef kan op verschillende temperaturen worden uitgevoerd, bijvoorbeeld de minimum ontwerptemperatuur of -meer zeldzaam- over een bepaald temperatuurtraject. Als vuistregel geldt dat op de minimumbedrijfstemperatuur een CTOD-waarde tussen 0,1 en 0,2 mm nodig is om voldoende taaiheid te demonstreren. De waarden die nodig zijn om de taaiheid te kunnen berekenen, zijn allereerst de belasting waarop scheurvorming optreedt en ten tweede de mate waarin de scheur open is gaan staan op het punt van scheuruitbreiding.
Kracht-verplaatsingsgrafiek
Omdat de lengte van de scheur en de opening aan de scheurmond bekend zijn, is het een eenvoudig geometrisch rekensommetje om de scheurtipopening te berekenen. Tijdens de proef worden de kracht en de opening automatisch geregistreerd op een krachtverplaatsingsgrafiek. Een dergelijke grafiek is in een aantal opzichten vergelijkbaar met de trekkromme. De CTOD-curve is een grafiek waarin kracht en clip opening tegen elkaar zijn uitgezet.
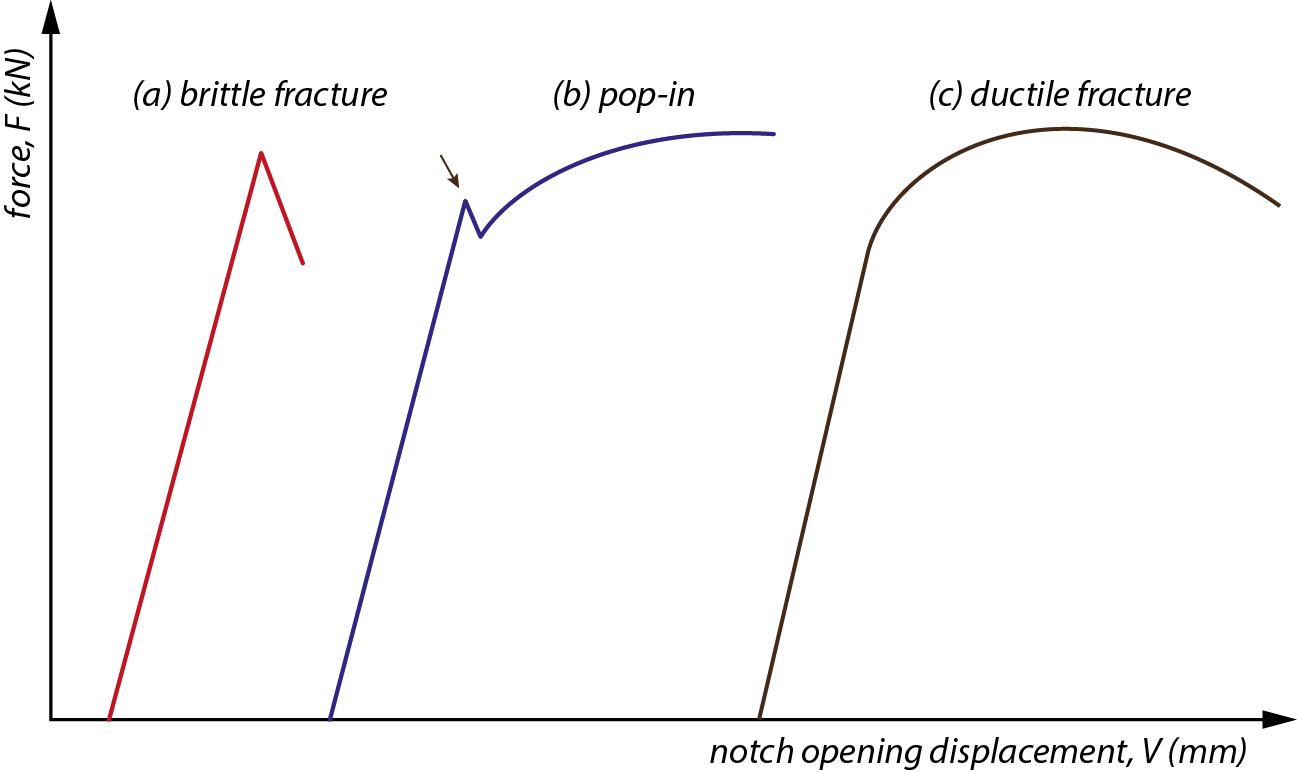
Er kunnen drie verschillende CTOD-curve worden onderscheiden:
- (a) is een proef waarbij het proefstuk op een brosse manier is gebroken met geringe of geen plastische deformatie.
- (b) bezit een ‘pop-in’ waar een brosse scheur wordt geïnitieerd, maar die alleen over een korte afstand voortschrijdt, waarna de scheur stopt in taaier materiaal. Dit kan verschillende malen optreden waardoor de curve een zaagtandvormig uiterlijk krijgt of na deze pop-in deformatie verder kan groeien op een taaie wijze zoals in
- (c), waarbij volledig plastisch gedrag wordt getoond.
Pre-metallografisch monster
Voor gelaste proefstukken is de locatie van de scheur, in de warmtebeïnvloede zone of in het basismateriaal, belangrijk omdat een onjuist gepositioneerde vermoeiingsscheur geen informatie oplevert over de gewenste te beproeven microstructuur. Er wordt dan geen geldige waarde verkregen. Om er zeker van te zijn dat de scheurtip zich in de juiste zone bevindt, zal bij lasmetaal een metallografische doorsnede van de lasverbinding worden geïnspecteerd met de lichtmicroscoop vooraleer de mechanische kerf wordt aangebracht. Dit biedt de mogelijkheid de scheur heel nauwkeurig te positioneren zodat kan bepaald worden of de gewenste microstructuur voldoende aanwezig is om beproefd te kunnen worden. Deze inspectie kan na het beproeven opnieuw worden uitgevoerd als extra bevestiging van de geldigheid van de beproevingsresultaten.
Validatie van het vermoeiingsfront
Als het proefstuk eenmaal is gebroken, wordt het breukvlak geïnspecteerd om er zeker van te zijn dat de vermoeiingsscheur een redelijk vlak scheurfront heeft en voldoet aan de vereisten gespecifieerd in de beproevingsnorm. Indien hier niet wordt aan voldaan, bv. t.g.v. een onregelmatig scheurfront, zal dit leiden tot een ongeldige proef. Vooral bij gelaste proefstukken zullen de inwendige spanningen die in de las aanwezig zijn, een onregelmatig vermoeiingsfront kunnen veroorzaken. Om dit probleem te voorkomen kan het proefstuk plaatselijk ter hoogte van de machinale kerf worden ingedrukt om een herverdeling van de inwendige spanningen te bewerkstelligen.
