TAPEWELD: Nieuwe evoluties in het weerstandlassen
Problemen van het puntlassen
Bij het puntlassen kunnen verschillende problemen opduiken. Als de delen niet goed worden samengedrukt treedt er onder andere een te sterke slijtage van de koperen laselektroden op. De gevolgen zijn kwalitatief slechte lassen en slecht reproduceerbare lassen. Het beperken van de elektrodeslijtage is een absolute vereiste voor het garanderen van de kwaliteit. Bij slijtage ("mushrooming" bij staal, erosie bij aluminiumlegeringen) van de elektroden vergroot het contactoppervlak ervan. Hiermee gepaard gaand zal de stroomdichtheid verlagen en bestaat er gevaar voor het vormen van slechte puntlassen of in het ergste geval geen puntlassen
Een ander probleem dat zich voordoet bij het onvoldoende aandrukken van de platen en bij het lassen dicht aan de rand van de plaat is het optreden van spatten.
Bij het puntlassen van aluminium speelt de warmtegeleidbaarheid van dit materiaal een belangrijke (en mogelijks nefaste) rol. Een gevolg hiervan is dat de ohmse weerstandverwarming in de te lassen platen gering zal zijn. De warmte wordt ook door het goede warmtegeleidingsvermogen van het te lassen materiaal snel afgevoerd. Het gevolg is dat in vergelijking met ongelegeerd koolstofstaal de benodigde lasstroom veel hoger is.
Worden de puntlasverbindingen te dicht bij elkaar geplaatst dan zal een deel van de elektrische stroom via een nabij liggende las lopen (shuntwerking). Deze shuntwerking gaat ten koste van de afmetingen en kwaliteit van de te maken lasverbinding.
Nieuwe ontwikkelingen in het weerstandlassen
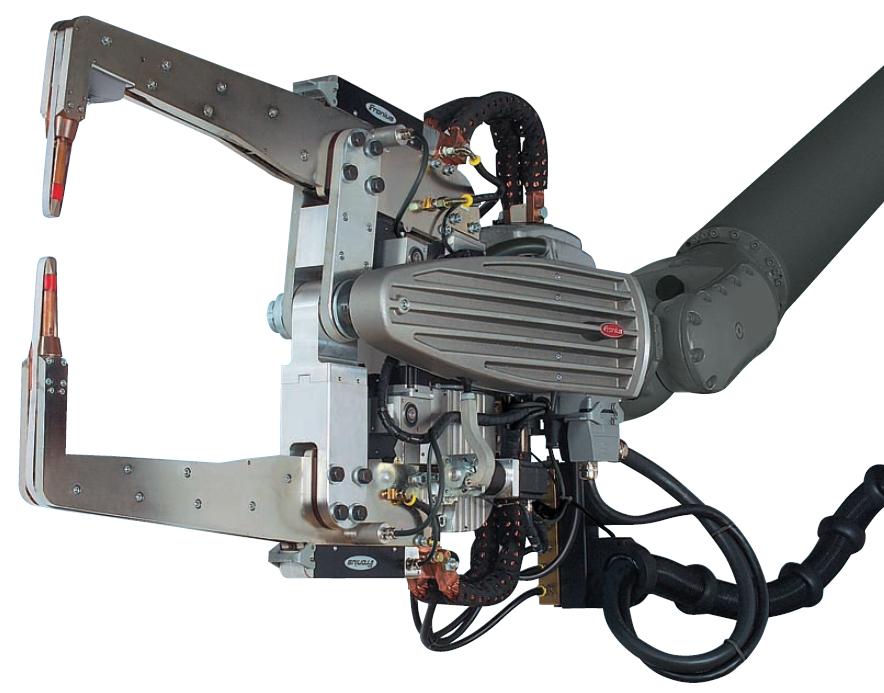
Recent is er een nieuwe generatie puntlastangen verschenen op de markt die aan deze lasproblemen een oplossing kan bieden. Bij de nieuwe techniek worden de slijtagegevoelige elektroden “vervangen” door een procestape. Deze tape verschuift na iedere las een stukje verder over de elektroden. Dit beschermt de elektroden en het werkstuk en voorkomt elektrodeslijtage. Hiermee is men er in geslaagd enkele van de belangrijkste problemen bij het conventioneel puntlassen op te lossen. Verdere voordelen van het proces zijn de absoluut reproduceerbare puntlassen en een opmerkelijk grotere inzetbaarheid van het nieuwe puntlasproces in vergelijking met het conventionele puntlasproces.
Niet de ohmse weerstand van het plaatmateriaal is bepalend voor de warmte-ontwikkeling bij de nieuwe techniek, maar de contactweerstanden tussen het materiaal en de procestape. Tussen de elektrode en het procestape kan er geen las gevormd worden door een goede koeling van de elektroden.
De procestape levert een groot deel van de benodigde energie voor het vormen van de laslens. Het zogenaamde shunteffect, waarbij een deel van de stroom loopt via een eerder gevormde laslens, treedt in veel mindere mate op.

Voordelen van het nieuwe systeem
- De levensduur van de elektroden zal aanzienlijk langer zijn dan bij het traditionele puntlassen.
- Het borstelen of frezen van de contactoppervlakken van de elektroden bij het puntlassen om de levensduur van de elektroden te verlengen, is niet meer nodig.
- De procescyclus van het puntlassen is daardoor aanzienlijk korter terwijl de elektroden ook nog veel langer meegaan.
- Met de nieuwe techniek kunnen nog goedkopere puntlassen worden vervaardigd dan met een standaard puntlasmachine.
- Uitvoering van het elektrisch net in het bedrijf kan beperkt worden.
Nieuwe mogelijkheden
Deze puntlastechniek biedt naast de bovenstaande voordelen ook nog tal van nieuwe mogelijkheden die voorheen niet mogelijk waren met de conventionele puntlastechnieken. De extra warmte-ontwikkeling tussen de elektrode en de procestape vergroot het procesvenster aanzienlijk. Materialen worden gelast met een lagere stroomsterkte.
Bij het lassen van materialen met een ongelijke dikte of bij het lassen van ongelijksoortige materialen bestaat het gevaar dat de laslens te veel in één van beide platen komt te liggen. Bij het conventionele puntlassen moet de ligging van de laslens bepaald worden door het aanpassen van de materiaaldiktes. Bij de nieuwe puntlastechniek is dit niet meer nodig en kan de ligging van de laslens bepaald worden via de procestape.
Het is eveneens mogelijk om meer dan twee platen kwalitatief aan elkaar te verbinden. In de onderstaande figuur wordt een toepassing getoond waarbij drie AlMg3 platen met diktes 1, 2 en 3 mm verbonden werden.
Ongelijksoortige materialen zoals koolstofstaal aan roestvast staal kunnen kwalitatief gelast worden. Het is zelfs mogelijk staal aan aluminium te lassen door gebruik te maken van de procestapes.

Weerstandlasverbinding tussen ongelijksoortige
materialen met verschillende diktes
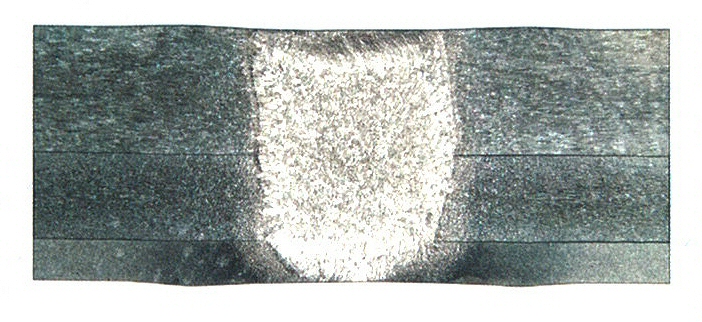
Weerstandlassen van materialen met verschillende diktes
(AlMg3 - diktes : 1 - 2 - 3 mm)
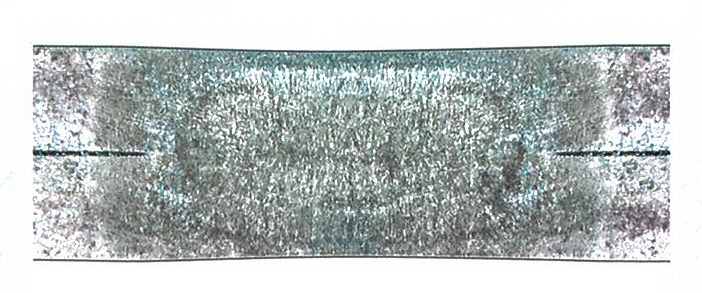
Weerstandlassen van hoogsterkte staalsoorten (22MnB5)
Project goals
Onderzoek naar de inzetbaarheid van deze nieuwe lastechniek
Het BIL en het De Nayer instituut (KULeuven) hebben een onderzoeksproject uitgevoerd om de voordelen van deze techniek voor de industrie aan te tonen.
Er was nauwelijks objectieve kennis beschikbaar omtrent de technische haalbaarheid van industriële relevante toepassingen, noch over de eventuele verhoging van de productiviteit en de laskwaliteit, en dus over het economisch voordeel dat de inzet van deze innovatieve processen voor de industrie kunnen betekenen.
Het onderzoekscentrum van het BIL en het De Nayer Instituut hebben deze zeer innovatie lastechniek verder onderzocht en de potentiële voordelen ervan aangetoond voor de industrie. Dit procedé laat immers toe een hele range van materialen te verbinden op een snellere, foutloze en dus een meer kostengunstige manier.
Door deelname kregen de bedrijven op korte termijn een inzicht in de mogelijkheden van deze nieuwe lasprocessen. Zij waren in staat zijn om een inschatting te maken of dit proces inzetbaar is voor hun specifieke toepassing, rekening houdend met de te verwachten eigenschappen van de lassen, de nodige investeringen, de rendementsverhoging ten opzichte van de huidig toegepaste techniek, de betrouwbaarheid van het proces, enz…
Meer informatie
- Publicatie : Nieuwe generatie innovatieve weerstandlastechnieken
- Publicatie : Weerstandlassen met procestape
Bronnen
DeltaSpot verschuift de grenzen van het puntlassen. Metaalmagazine 4, 2008, p.30-32.
Puntlassen met weinig elektrodeslijtage. Lastechniek, april 2008, p. 6-9.
Deltaspot Resistance Welding - Brochure Fronius.